Перечень типов технологических операций
По принципу формирования траектории инструмента операции можно условно разделить на черновые и чистовые. Разница между ними в том, что черновые операции производят выборку материала, а чистовые – только обработку поверхности. Операции доработки отличаются от остальных значениями параметров, которые устанавливаются при их создании.
Перечень всех типов технологических операций с их кратким описанием приводится ниже. Типы технологических операций разделены на такие же группы, как и в окне создания новой операции.
|
|
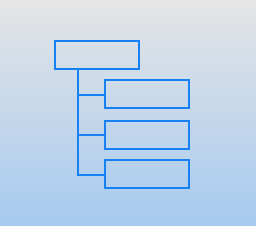
Группа предназначена для систематизации различных операций имеющих сходные настройки. Используя группы операций можно сформировать технологический процесс с древовидной структурой. При изменении параметров группы происходит изменение схожих параметров во всех входящих в нее операциях. |
|
|
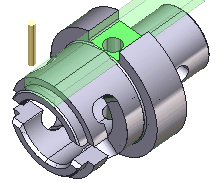
<Вспомогательные операции> SprutCAM предназначены для оформления специфичных, узко специальных (для определенных типов станков, для конкретного предприятия) последовательностей команд CLData в именованный список, который может быть сохранен и использован многократно в процессе работы с системой. Это могут быть, например, такие операции как зажим патрона, смена инструмента, подвод задней бабки, переворот заготовки, установка активной системы координат заготовки G54-G59 и т.п. |
|
Операция на основе текста УП, Токарная операция на основе текста УП |
|
|
|
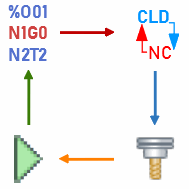
Операции предназначены для формирования траектории перемещения инструмента на основе текста УП, заданного в качестве рабочего задания, и выбранного интерпретатора. Текст управляющей программы может быть написан непосредственно во встроенном текстовом редакторе или загружен из внешнего файла и отредактирован, в случае необходимости. Применение операций возможно также для индексной и непрерывной обработки на 4-х и 5-ти координатных обрабатывающих центрах. Поддерживаются все доступные типы моделирования, в том числе аддитивная обработка для симуляции наращивания слоя материала. С помощью этих операций можно выполнить прямое управление симуляцией станка посредством G-кодов, проверку и оптимизацию управляющей программы, преобразование УП одной стойки в другую, отладку работы собственного интерпретатора в процессе его создания. |
|
|
|
|
Черновые фрезерные операции |
|
|
|
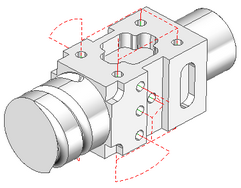
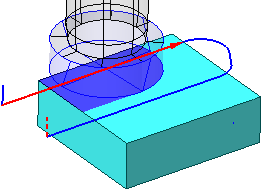
Формируется набор технологических команд для сверления отверстий, расточки, центровки, нарезания либо фрезерования резьбы. Операция может использоваться как для обработки отверстий детали, так и для предварительного засверливания в точках опускания инструмента при выборке области, например, черновой послойной операциях. Внутри одной операции могут быть обработаны отверстия, имеющие различную ориентацию в пространстве, т.е. такие отверстия, оси которых не перпендикулярны одной плоскости. Следует заметить, что могут быть обработаны в том числе и отверстия, не лежащие в ортогональных плоскостях. |
|
|
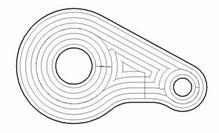
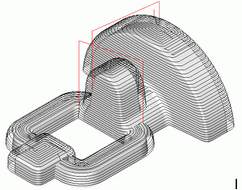
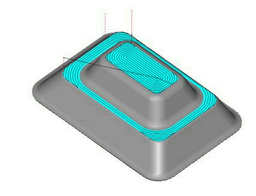
Послойная выборка материала внутри заданной области или кармана. Форма области для выборки формируется из проекций кривых на горизонтальную плоскость. Операцию целесообразно использовать для двух, двух с половиной координатной обработки карманов и изолированных областей, а также для предварительной выборки материала перед гравировальными операциями. |
|
Черновая послойная операцияЧерновая послойная операция |
|
|
|
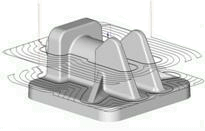
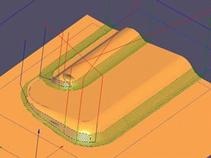
Послойная выборка избыточного материала заготовки, находящегося вне объемной обрабатываемой модели. Также как и в выборке области, основная часть материала удаляется горизонтальными ходами инструмента. Операция часто применяется для первичной черновой обработки деталей сложной формы, которые имеют значительные геометрические отличия от заготовки. |
|
Черновая построчная операцияЧерновая построчная операция |
|
|
|
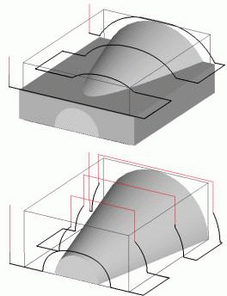
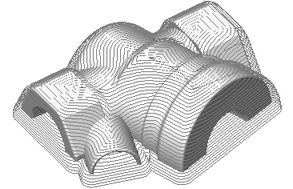
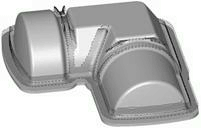
Построчное удаление избыточного материала заготовки, находящегося вне объемной обрабатываемой модели. Отдельные строчки лежат в семействе параллельных вертикальных плоскостей. Для ограничения нагрузки на инструмент, обработка может производиться с разбивкой на слои. Получаемая в результате обработки деталь обычно меньше отличается от исходной модели, чем после послойной обработки при схожих параметрах. Операцию целесообразно применять при необходимости получения детали после черновой обработки незначительно отличающейся от исходной модели, а также при фрезеровании легкообрабатываемого материала |
|
Черновая управляемая операцияЧерновая управляемая операция |
|
|
|
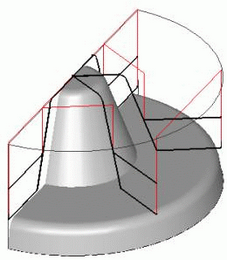
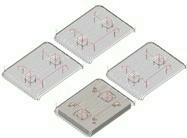
Как и в построчной операции, удаление избыточного материала заготовки, находящегося вне объемной обрабатываемой модели производится отдельными строчками. В зависимости от параметров операции, строчки лежат либо в семействе вертикальных плоскостей, либо в семействе вертикальных математических цилиндров, форма и расположение которых задается направляющими кривыми. Для ограничения нагрузки на инструмент, обработка может производиться с разбивкой на слои. В ряде случаев деталь после обработки имеет незначительные отличия от исходной модели, но из-за неравномерности объема снимаемого материала не всегда удается достичь оптимального времени обработки. Операцию рекомендуется использовать лишь при специфической форме заготовки и обрабатываемой детали. |
|
|
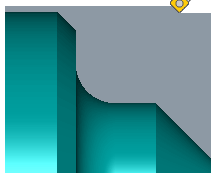
Черновая ротационная - это четырехкоординатная операция, удаляющая материал заготовки слой за слоем. Она схожа с черновой послойной операцией с тем отличием, что слои обработки представляют собой не плоскости, а концентрические цилиндры. |
|
Чистовые фрезерные операции |
|
|
|
Обработка горизонтальных контуров или проекций кривых на горизонтальную плоскость. Горизонтальные ходы инструмента строятся исходя из условия прохождения оси инструмента вдоль контура или касания исходного контура боковой поверхностью фрезы. Операция используется для осуществления элементарных горизонтальных проходов, например, для формирования боковой стенки детали или паза с постоянным уровнем дна и т.п. |
|
3D контур3D контур |
|
|
|
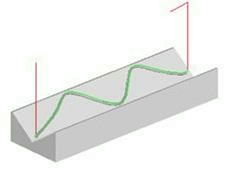
Генерируется серия ходов инструмента вдоль произвольных кривых. Вид траектории в плане аналогичен обработке 2D контура: ходы инструмента строятся исходя из условия прохождения оси инструмента вдоль кривой или в касания исходной кривой боковой поверхностью фрезы. Координата Z в каждой точке траектории вычисляется как смещение на заданную величину от координаты Z соответствующей точки кривой. Операцию можно использовать для обработки кромки у поверхности разъема или для формирования канавки сложной формы и т.п. |
|
5D контур5D контур |
|
|
|
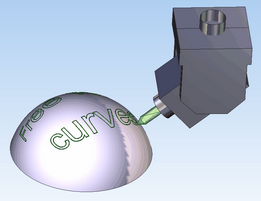
Операция 5D контур предназначена для формирования непрерывной пятикоординатной траектории перемещения инструмента. В зависимости от способа рабочего задания чистовые проходы операции могут формироваться тремя способами: с использованием изопараметрических линий поверхностей, по проекции существующих кривых на деталь, с использованием ребер детали. |
|
МорфингМорфинг |
|
|
|
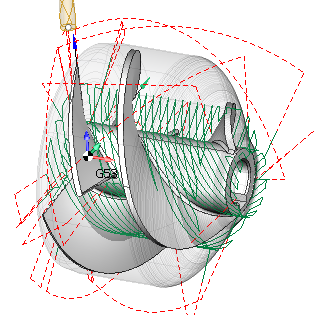
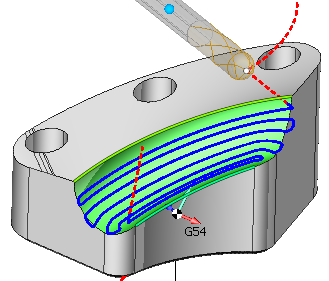
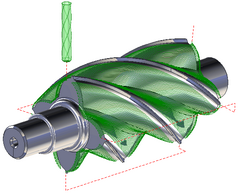
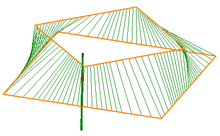
Операция Морф формирует траекторию плавной деформации между двумя заданными кривыми со скоростными переходами между строчками. Доступны стратегии: Поперек, Вдоль, Спиральная. 3-5 осевая траектория со следующими режимами ориентации осей инструмента: фиксированная, по нормали к ведущей 4D кривой/оси вращения/ведущей 5D кривой/поверхностям 5D. Преимущества: Большинство операций для обработки роторов турбин, лопаток турбин, винтовых поверхностей и сложных каналов. Высокоскоростные переходы между строчками |
|
3D смещение3D смещение |
|
|
|
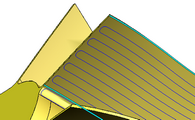
Траектория операции 3д смещения начинается с кривых, лежащих на детали, и строится путем последовательно смещения этих кривых вовнутрь на расстояние шага обработки до тех пор, пока кривые не схлопнутся. Таким образом, траектория напоминает эквидистантную выборку за исключением того, что смещение строится не на плоскости, а в 3д пространстве на поверхности детали. В результате, операция позволяет получать постоянную высоту гребешка в независимости от наклона поверхностей обработки. |
|
|
|
|
|
Операция чистовой обработки позволяет обработать поверхность модели разнообразными стратегиями (параллельно к плоскости, параллельно к кривой, морфинг и другие) и режимами управления осью инструмента (фиксированный, по нормали к поверхностям, к оси вращения, к точке, к кривой и т.д.). |
|
|
|
|
|
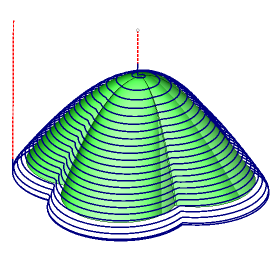
Операцию спиральной обработки целесообразно применять для обработки цилиндрических деталей без поднутрений. В качестве рабочего задания будет выбрана вся модель. Операция может сгенерировать однопроходную спиральную траекторию для всей модели. Если в модели встречаются области, которые не могут быть обработаны без перехода, то они будут обработаны после завершения обработки текущего прохода. Операция не контролирует высоту гребешка. |
|
Операция пилениеОперация пиление |
|
|
|
Операция пиление специально спроектирована для эффективного программирования обработки дисковыми пилами вплоть до 5ти осей для обработки дерева, мрамора, гранита, камня и подобных материалов. Преимущества: Автоматический расчет наклона пилы, подходов и рабочего движения пилы. |
|
|
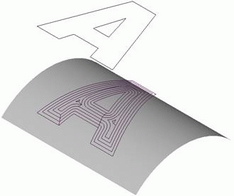
Операция предназначена для гравировки различных рисунков и надписей на плоских участках. Гравируемый рисунок формируется из проекций кривых на горизонтальную плоскость. Основная часть боковой поверхности модели формируется горизонтальными ходами инструмента, а для формирования острых внутренних углов и для обработки участков небольшой ширины применяется трехмерная доработка. Операция используется для гравирования плоских рисунков и надписей, а также для чистового прохода вдоль боковых стенок карманов и изолированных областей при двух, двух с половиной координатной обработке. |
|
|
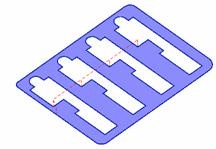
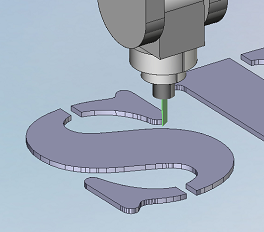
Обработка горизонтальных контуров или проекций кривых на горизонтальную плоскость. Горизонтальные ходы инструмента строятся исходя из условия прохождения оси инструмента вдоль контура или касания исходного контура боковой поверхностью фрезы. Отличие операции от обработки 2D контура заключается в возможности задать порядок обработки кривых. Операция используется для вырезания шаблонов из листовых заготовок. |
|
|
Резка 4D может быть использована для программирования гидроабразивной, лазерной, плазменной и др. типов обработки, где в качестве режущего инструмента выступает струя или луч. Операция позволяет обрабатывать как чисто плоские элементы со строго вертикальными стенками, так и более сложные детали с наклонными стенками. Рабочие контура задаются точно также как и в операциях электроэрозионной обработки, однако результирующая траектория выводится в формате "точка + нормаль" и "точка + поворотные оси станка". |
|
|
|
|
|
Операция "Резка 5D" предназначена для резания на пространственных поверхностях сложной формы. Она основана на операции "5D контур", поэтому все их параметры эквивалентны за исключением функций многопроходной обработки, ненужных в данном контексте использования |
|
|
Операция <Резка ножом 2D> разработана для программирования вырезки ножом из листового материала. В острых углах траектории формируется специальный переход, который позволяет избежать загиба материала из-за резкого поворота ножа. За основу взята операция <2D обработка кривой>. Использование ножа в качестве режущего инструмента накладывает дополнительные требования к оборудованию. Помимо трех линейных координат X,Y,Z, станок должен иметь управляемую поворотную ось, обеспечивающую вращение ножа вокруг собственной оси. |
|
|
Операция <Резка ножом 6D> разработана для программирования вырезки ножом на сложных пространственных поверхностях. В острых углах траектории формируется специальный переход, который позволяет избежать загиба материала из-за резкого поворота ножа. За основу взята <операция 5D контур>. В каждой точке траектории лезвие ножа должно разворачиваться вдоль направления движения. Для этого необходимы все 6 степеней свободы. Очень часто в качестве оборудования для резки ножом применяются 6ти координатные промышленные роботы. |
|
Чистовая послойная операцияЧистовая послойная операция |
|
|
|
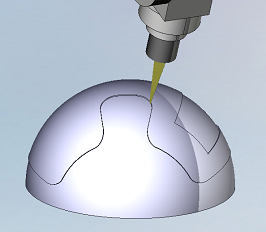
Послойная обработка поверхности объемной модели. Фрезерование производится горизонтальными ходами инструмента. Операция дает хороший результат при обработке деталей или их частей с преобладанием участков поверхности близких к вертикальным. Для обработки деталей более сложной формы рекомендуется использовать послойную операцию совместно с построчной или управляемой. |
|
Чистовая построчная операцияЧистовая построчная операция |
|
|
|
Формируется набор технологических команд для сверления отверстий, расточки, центровки или нарезания резьбы. Операция может использоваться как для обработки отверстий детали, так и для предварительного засверливания в точках опускания инструмента в выборке области и черновой послойной операциях. Построчная обработка поверхности объемной модели. Рабочие ходы лежат в семействе параллельных вертикальных плоскостей. Хороший результат достигается при обработке пологих участков поверхности детали, а также участков близких к вертикальным при небольшом отклонении нормали поверхности от плоскости рабочего хода. Поэтому для обработки деталей сложной формы операцию рекомендуется использовать совместно с послойной или с другой построчной операцией, у которой плоскости строчек перпендикулярны плоскостям строчек первой операции. |
|
Чистовая управляемая операцияЧистовая управляемая операция |
|
|
|
Как и в построчной операции, обработка поверхности объемной модели производится отдельными строчками. В зависимости от параметров операции, строчки лежат либо в семействе вертикальных плоскостей, либо в семействе вертикальных математических цилиндров, форма и расположение которых задается направляющими кривыми. Операция дает особенно хороший результат при обработке отдельных зон детали со сложными вытянутыми криволинейными поверхностями. Целесообразно использовать для доработки участков поверхности детали специфической формы, для обработки ряда деталей с плавным изменением геометрии поверхности, а так же для фрезерования надписей и рисунков на поверхности детали произвольной формы. |
|
Комбинированная операцияКомбинированная операция |
|
|
|
Траектория для обработки поверхности объемной модели формируется в два этапа. Сначала строятся горизонтальные ходы инструмента (как в послойной операции), а затем для необработанных участков достраивается траектория по правилам принятым в управляемой операции. Благодаря такому подходу одинаково хорошо обрабатываются как пологие, так и крутые участки. Достаточно равномерная высота гребешка получается даже при использовании постоянного шага. Комбинированная обработка обеспечивает более легкие условия работы инструмента, что в свою очередь позволяет применять удлиненный инструмент меньшего диаметра. Операция позволяет производить качественную чистовую обработку вне зависимости от сложности рельефа поверхности модели, а так же минимизировать время обработки. |
|
Построчно-оптимизированная операцияПострочно-оптимизированная операция |
|
|
|
Для обработки поверхности объемной детали создаются сразу две построчные операции с взаимно перпендикулярными плоскостями строчек. Параметры операций заполняются таким образом, чтобы каждая операция обрабатывала лишь те участки поверхности детали, на которых достигается оптимальный результат. При этом достигается равномерное качество обработки на всей поверхности детали. Использование построчно-оптимизированной операции позволяет производить качественную обработку моделей со сложной формой поверхности, а так же минимизировать время обработки. |
|
Комплексная операцияКомплексная операция |
|
|
|
Для обработки поверхности объемной детали создаются сразу две операции: построчная и послойная. Параметры операций автоматически выбираются так, чтобы пологие участки обрабатывались построчной операцией, а участки близкие к вертикальным – послойной. В результате получается равномерное качество всей поверхности обработанной детали. При комплексной обработке обеспечиваются более легкие условия работы инструмента, что в свою очередь позволяет применять удлиненный инструмент меньшего диаметра. Операция позволяет производить качественную обработку при любом рельефе поверхности модели, а так же минимизировать время обработки. |
|
Операция обработки плоских горизонтальных участковОперация обработки плоских горизонтальных участков |
|
|
|
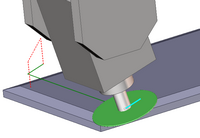
Операция позволяет производить чистовую обработку плоских горизонтальных участков поверхности модели. Такие участки в модели выделяются автоматически. Обработка плоских горизонтальных участков производится сериями горизонтальных ходов инструмента. Все не горизонтальные участки обрабатываемой модели контролируются при обработке, что не допускает зарезов модели. |
|
Операция обработки торцевОперация обработки торцев |
|
|
|
Операция обработки торца удаляет материал заготовки на заданной горизонтальной плоскости с помощью одной из следующих стратегий.:
|
|
Ротационная обработкаРотационная обработка |
|
|
|
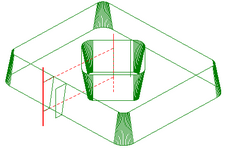
Операция < Ротационная обработка > становится доступной, если станок имеет хотя бы одну непрерывную поворотную ось. Она применяется при обработке деталей типа кулачковых либо коленчатых валов, червяков, лопастей для автомобильной, нефтяной и газовой промышленности, также используется для обработки декоративных фигур и других деталей сложной геометрической формы. |
|
Операции фрезерной доработки |
|
|
|
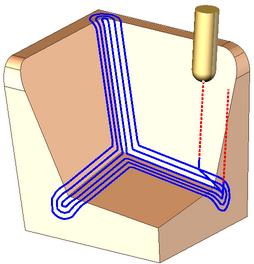
Операция Карандашной обработки генерирует проходы вдоль внутренних углов детали. |
|
|
Подчистная операция на основе заданного диаметра предыдущего инструмента генерирует проходы в местах, где вышеупомянутый инструмент оставил бы недоработанный материал. |
|
Доработка областиДоработка области |
|
|
|
Доработка остаточного материала производится при помощи операции выборки области. То есть, формируется послойная доработка внутри заданной области или кармана. Форма области формируется из проекций кривых на горизонтальную плоскость. Операцию целесообразно использовать для доработки остаточного материала инструментом меньшего диаметра при двух, двух с половиной координатной обработке карманов и изолированных областей. |
|
Послойная доработкаПослойная доработка |
|
|
|
Доработка поверхности объемной модели чистовой послойной операцией. Горизонтальными ходами инструмента фрезеруются участки поверхности детали, не достаточно обработанные предыдущими операциями. Хороший результат достигается при доработке почти вертикальных участков. |
|
Построчная доработкаПострочная доработка |
|
|
|
Доработка поверхности объемной модели чистовой построчной операцией. Рабочими ходами, лежащими в семействе параллельных вертикальных плоскостей, фрезеруются участки поверхности детали, не достаточно обработанные предыдущими операциями. Операцию рекомендуется использовать для доработки пологих участков, а также участков близких к вертикальным при небольшом угле между плоскостью рабочего хода и нормалью обрабатываемого участка. |
|
Управляемая доработкаУправляемая доработка |
|
|
|
Доработка поверхности объемной модели чистовой управляемой операцией. Рабочими ходами, лежащими в семействе вертикальных плоскостей или математических цилиндров, фрезеруются участки поверхности детали, не достаточно обработанные предыдущими операциями. По умолчанию направляющая область формируется по недоработанным зонам, что позволяет произвести доработку с минимальным количеством переходов. Операция дает хороший результат при доработке не вертикальных участков. |
|
Построчно-оптимизированная доработкаПострочно-оптимизированная доработка |
|
|
|
Доработка поверхности объемной модели чистовой построчно-оптимизированной операцией. Участки поверхности детали, недостаточно обработанные предыдущими операциями, фрезеруются парой построчных операций с взаимно перпендикулярными плоскостями строчек. Причем, каждая из операций дорабатывает лишь участки, на которых достигается оптимальный результат. Доработку построчно-оптимизированной операцией целесообразно проводить при наличии недоработанных участков относительно большой площади. |
|
Комплексная доработкаКомплексная доработка |
|
|
|
Доработка поверхности объемной модели чистовой комплексной операцией. Участки поверхности детали, недостаточно обработанные предыдущими операциями, фрезеруются сразу двумя операциями: построчной и послойной. Пологие участки дорабатываются построчной операцией, а участки близкие к вертикальным – послойной. Операция позволяет производить качественную доработку участков произвольной формы при любом рельефе поверхности детали. |
|
|
В операции производятся пространственные преобразования траекторий инструмента любых операций с копированием или размножением по указанной схеме. Целесообразно применять при обработке деталей с повторяющимися фрагментами. Операция позволяет значительно сократить время расчета и уменьшить время на отладку управляющей программы. |



|
Токарные операции |
|
|
|
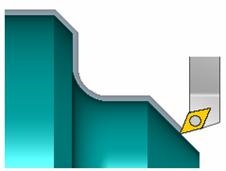
Операция предназначена для снятия большей части материала заготовки. Применяется для случаев, когда заготовка и деталь значительно отличаются друг от друга. Снятие материала производится сериями параллельных ходов инструмента. Операция позволяет быстро снять значительную часть материала заготовки с минимальными временными затратами. |
|
|
Операция предназначена для обработки вертикальных торцевых поверхностей детали. Применяется для подготовки базовых поверхностей для сверления, а так же перед другими токарными операциями. Может использоваться как для черновой, так и для чистовой обработки. |
|
|
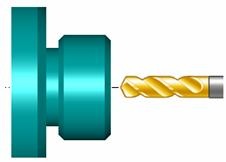
Операция предназначена для формирования технологических команд обработки осевых отверстий: сверления, растачивания, центровки, нарезания резьбы. В операции реализованы следующие типы циклов: простое сверление, сверление глубоких отверстий с ломкой стружки, сверление глубоких отверстий с удалением стружки, нарезание резьбы метчиком. Имеется возможность установить способ вывода циклов в управляющую программы – без циклов (выводятся элементарные команды перемещения инструмента), с циклами, (выводятся полноценные циклы обработки отверстий). |
|
|
Операция производит отрезку обработанной части заготовки с возможностью формирования на ней фасок или скруглений. Опционально устанавливаются также размеры предварительно обрабатываемой канавки, параметры ломки стружки и величины задержек. |
|
|
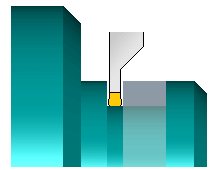
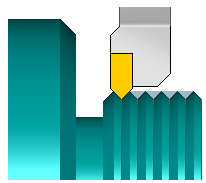
Операция предназначена для финишной обработки. Обработка ведётся эквидистантными ходами вдоль контура детали. Дают наилучшие результаты при небольших отличиях заготовки и модели. Позволяют производить обработку модели без учёта заготовки. Также позволяют выполнять 4-х осевое точение. 4-х осевое точение позволяет производить чистовую обработку труднодоступных участков при помощи всего одной операции за счет непрерывного изменения угла наклона инструмента в процессе перемещения вдоль контура (с использованием 4-й оси станка, при ее наличии). Это позволяет уменьшить количество смен инструмента, тем самым увеличив производительность обработки. Для расчета траектории используется заданная геометрия контура, а также информация об углах наклона инструмента в той или иной точке контура. |
|
|
|
|
|
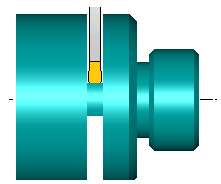
Операция предназначена для точения канавок или закрытых областей, недоступных для обработки другими типами токарных операций. Результирующая траектория учитывает специфику канавочного инструмента, преобладающим направлением резания которого является обработка сверху вниз. Операция может совмещать в себе черновые ходы для выборки большей части материала и чистовые ходы, максимально приближающие контур заготовки к контуру детали. Допустимо снятие чернового материала как в один, так и в несколько слоев, с использованием разнообразных стратегий и направлений резания. Имеются функции ломки и удаления стружки на каждом или только на первом резе, паузы на всех слоях или только на дне, в секундах или в оборотах шпинделя. |
|
|
|
|
Наружное и внутреннее нарезание резьбы, Нарезание профильной резьбы |
|
|
|
Операция предназначена для нарезания различных типов резьб токарным резцом или гребенкой. Имеется возможность выбора геометрических параметров стандартных метрических, дюймовых, трубных, трапецеидальных и др. цилиндрических и конических резьб из базы данных или установки этих параметров вручную для формирования специальной резьбы. Обработка может производиться за один или несколько проходов. С возможностью регулирования глубины каждого последующего хода, исходя из условия равномерности глубин резания или неизменности площади контакта инструмента с заготовкой. Стратегии многопроходной обработки позволяют установить способы врезания инструмента к следующему слою: радиально, вдоль одной из боковых сторон зуба, попеременно вдоль двух сторон зуба, под произвольным углом. Имеется возможность нарезания резьб со сложным нестандартным профилем. |

|
Электроэрозионные операции |
|
|
|
Операция < 2D электроэрозионная обработка контура > предназначена для формирования траектории перемещения проволоки вдоль плоского контура (2-х координатная обработка), а также перемещения вдоль плоского контура с определенным углом наклона проволоки (конусная или 3-х координатная обработка). Получаемая траектория перемещения проволоки, таким образом, основывается на контурах, лежащих в одной плоскости. |
|
|
|
|
|
Операция < 4D электроэрозионная обработка контура > предназначена для формирования траектории перемещения проволоки вдоль двух плоских контуров одновременно. Один из этих контуров задает перемещения нижней направляющей станка (точнее перемещения в плоскости рабочего контура XY), а второй – перемещения верхней направляющей станка (или перемещения в плоскости направляющего контура UV). |
|
Операции сварки |
|
|
|
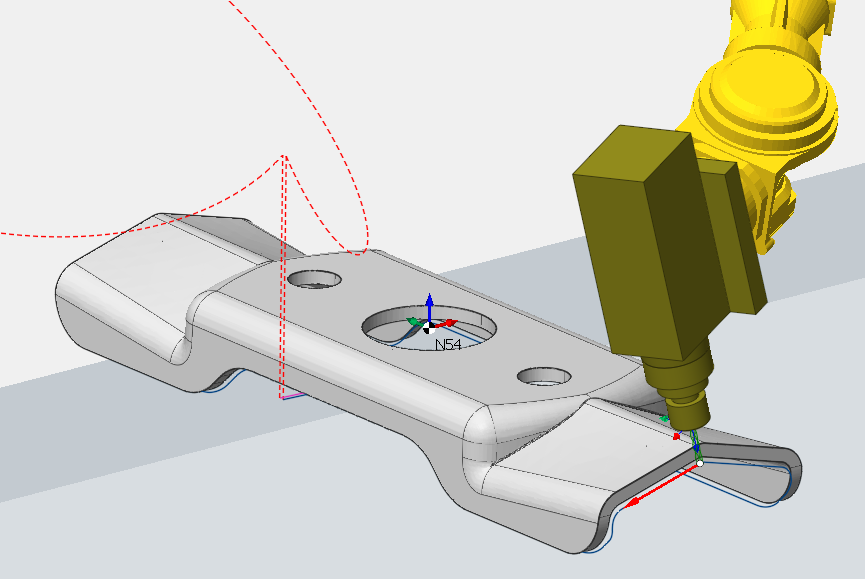
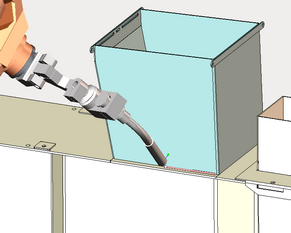
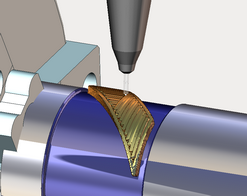
Реализует функционал автоматического расчета геометрии сварочного шва без привязки к конкретному типу сварки и оборудования (т.е. не формирует специфических команд управления для лазера, электрической дуги, газовой горелки, ультразвуковой установки и т.п.). В рабочем задании достаточно добавить ребро проходящее вдоль свариваемых деталей и система автоматически рассчитает в каждой точке кривой углы наклона сварочной головки таким образом, чтобы она проходила как можно ближе к середине между соседними стенками и не сталкивалась с ними. Затем можно перейти в режим моделирования и увидеть симуляцию наплавки материала в месте прохождения кончика сварочной головки. |
|
Операции аддитивной обработки |
|
|
|
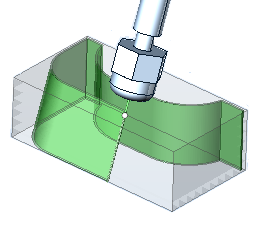
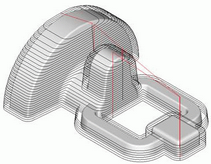
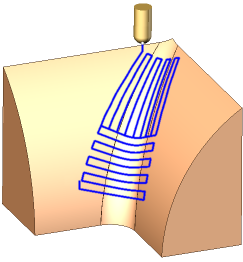
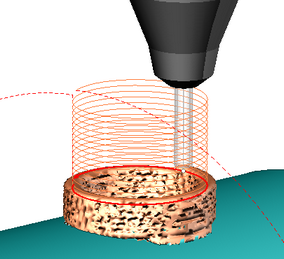
Реализует концепцию аддитивного производства, когда, в отличие от резания, материал не удаляется инструментом, а, наоборот, добавляется к заготовке в процессе обработки. Позволяет, например, наращивать на поверхности детали слой материала, обладающего особыми характеристиками: высокой твердостью, прочностью, износостойкостью, антифрикционными свойствами, коррозионной и жаропрочностью и т.п. Также дает возможность восстанавливать геометрические размеры дорогостоящих деталей и инструмента, осуществлять ремонт лопаток, штампов, прессформ, шестерней, валов и т.д. Интерфейс задания параметров и зоны обработки схож с операцией Выборка области. Позволяет при помощи кривых и ребер 3D модели ограничить область внутри которой нужно произвести наращивание материала. В зависимости от выбранной базовой поверхности эта область может быть расположена на плоскости, цилиндре или теле вращения. А при включении опции проецирования на 3D модель, наращивание и вовсе может производиться на поверхность произвольной формы. Наплавка осуществляется либо эквидистантными, либо параллельными ходами внутри заданной области. При этом можно задать количество слоев, которые нужно наплавить, указать угол конуса для боковых стенок. |
|
|
|
|
|
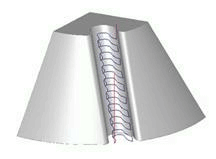
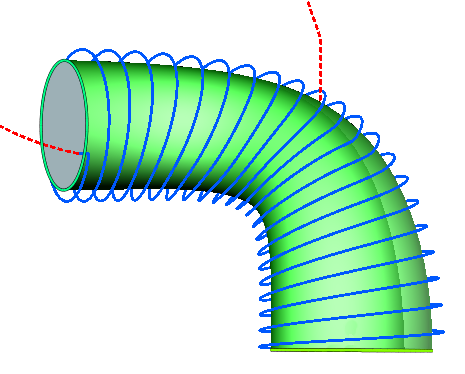
Аддитивная операция, которая генерирует траекторию вдоль кривых указанных в рабочем задании снизу вверх по слоям. Она полезна для обработки тонкостенных моделей. Исходные кривые могут быть расположены на плоскости, цилиндре или теле вращения. Если включена опция "Проецировать траекторию на деталь", то наплавка может быть произведена на поверхности произвольной формы. Траектория может быть оформлена либо в виде параллельных слоев, либо в виде непрерывной поднимающейся спирали. |
|
|
|
|
|
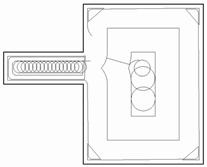
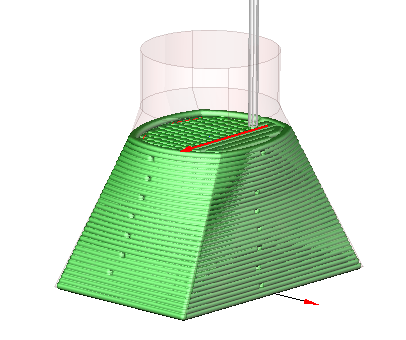
Аддитивная операция которая принимает 3D модель на вход. Она очень похожа на операцию Черновая послойная за исключением того что она работает снизу вверх. Она пересекает исходную модель плоскостью слой за слоем и генерирует траекторию для заполнения полученной в результате пересечения области для каждого уровня. Операция может использовать следующие стратегии заполнения области: Параллельными ходами и эквидистантными ходами. |
|
|
|
|
|
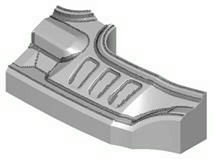
Операция <Наплавка 5D по поверхностям> позволяет наращивать слой материала на поверхности детали на 3- или 5-осевых станках. Она полезна для обработки тонкостенных моделей. Операция позволяет произвести наплавку отдельных поверхностей детали с последующей их фрезеровкой. Также может послужить упрочнению поверхностей путем наплавки материала в наиболее нагруженных зонах детали. В операцию добавлены спиральные стратегии и параметры, которые позволят избежать прохождения инструмента в одном и том же месте несколько раз. Также операция может использовать следующие стратегии: Параллельно плоскости, Морфинг, Параллельно кривой. |
Сопутствующие ссылки:
Общие принципы формирования технологии обработки