Общие принципы формирования технологии обработки
Процесс создания технологии обработки в SprutCAM X обычно состоит из следующих последовательных шагов:
1. Выбор и настройка параметров станка. При необходимости этому предшествует создание кинематической схемы станка в формате SprutCAM X.
При открытии SprutCAM X загружает последний использованный станок. Если вам нужен другой станок и у вас есть готовая схема в формате SprutCAM, добавьте папку со станком в список для поиска библиотеки станков и затем выберите добавленный станок. Для примера, см. обучающее видео по выбору станка.
В случае если нужный станок отсутствует в библиотеке, можно создать новую кинематическую схему с помощью SprutCAM MachineMaker User Manual или вручную редактируя .xml файлы в папке станка.
2. Импорт геометрических моделей детали, заготовки и оснастки. SprutCAM X поддерживает Многодетальные проекты, также с помощью Установов можно задать различные положения для одной и той же детали в проекте (ниже более подробная информация об установах и структуре проекта в SprutCAM X).
3. Создание последовательности технологических операций, описывающих основные этапы обработки. Затем система рассчитывает траекторию движения инструмента и добавляет необходимые технологические команды для получения управляющей программы, удовлетворяющей всем заданным требованиям. С помощью встроенного постпроцессора можно сгенерировать конечный результат - управляющую программу для станка.
Ниже представлена краткая информация о базовых параметрах технологии обработки в SprutCAM X.
Схема станка
Кинематическая схема станка в SprutCAM X представляет собой иерархический список узлов в .xml файле. Каждый узел описывает линейную или поворотную ось станка, коннектор инструмента или держатель заготовки. Для узла можно указать файл 3d модели данной части станка.
Для примера создания xml-схемы станка смотрите обучающую статью по созданию XML описания робота в SprutCAM X. Процесс создания схемы произвольного станка является аналогичным.
Последовательность обработки
Операция является базовой единицей технологического процесса в SprutCAM X, которая определяет конкретный способ обработки/производства. Основными параметрами большинства операций являются:
Режущий инструмент
Рабочее задание, состоящее из геометрических объектов, таких как сплайны, грани, ребра и т.д. Эти объекты определяют траекторию операции
Стратегия и прочие параметры
В статье Формирование последовательности операций приведена информация об общем пользовательском интерфейсе операций.
Дерево операций
Последовательность обработки в SprutCAM X организована в виде иерархического дерева с операциями в виде узлов. Дерево обработки может иметь произвольную сложность для соответствия требованиям технологического процесса. Пример такого дерева показан ниже.
В системе SprutCAM базовым узлом дерева техпроцесса является <Операция>. Именно операция определяет стратегию обработки детали и объединяет в себе набор параметров, индивидуальный для каждого типа обработки.
Для структурирования последовательности обработки используются группы операций, такие как Деталь и Установ, которые могут содержать внутри себя другие операции.
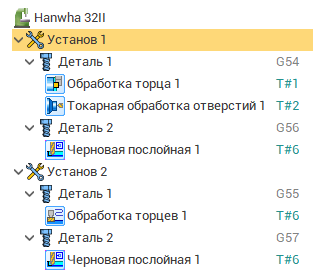
Пример дерева операций.
Траектория операции
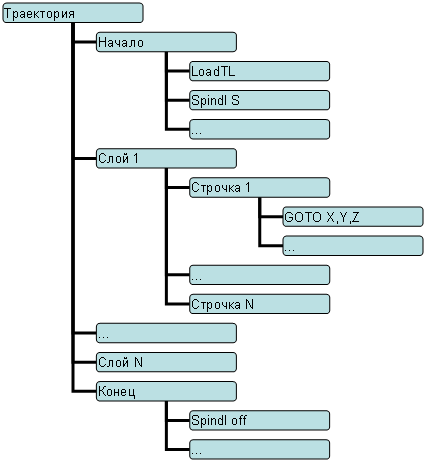
При окончательной детализации траектория перемещения инструмента является последовательностью технологических команд в формате <CLDATA> (Cutter location data – данные траектории перемещения режущего инструмента). Она содержит не только элементарные команды на перемещение инструмента, но и технологические команды переключения подач, включения/выключения шпинделя, охлаждения и т.д. Траектория отдельной операции также представляется в виде иерархической структуры, т.е. элементарные команды объединены в группы, состав и структура которых зависит от типа операции.
Задание всех параметров, необходимых для генерации траектории, осуществляется на закладке <Технология> в главном окне системы.
Например, структура черновой построчной операции имеет следующий вид:
Установы
Установ — это специальная группа операций по обработке уже размещенной детали (деталей). Если вам нужна ручная фиксация детали, вам нужно создать еще один установ с нужным расположением детали. Новый установ содержит все те же детали, что и предыдущий установ. Все детали могут быть перевернуты или закреплены в другом месте, но исходная заготовка для этих деталей берется как результат обработки предыдущего этапа. Если создать/удалить/переименовать деталь в установе, она будет создана/удалена/переименована во всех последующих установах.
Положение заготовки определяется параметрами <Коннектор заготовки> и <Установ>. Если установ содержит внутри себя одну или несколько деталей, то эти параметры должны быть заданы в самих деталях (в установе они становятся скрытыми). Операции, находящиеся внутри установа или группы детали, не имеют этих параметров, т. к. работают с фиксированной заготовкой (только специальные Операции по перемещению детали также могут изменить положение заготовки). Если эти параметры были изменены для обычной операции в проекте более старой версии, то после открытия такого проекта активируется специальный режим совместимости, который включает параметры настройки положения заготовки для таких операций.
Станок (самая первая "операция" в дереве) также имеет параметры, позволяющие измененить положение заготовки - для обычного режима работы с одной деталью.
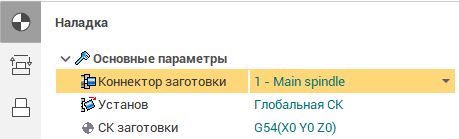
Параметры заготовки в операции "Установ"
Сопутствующие ссылки:
Выбор технологического оборудования и изменение его характеристик
Формирование последовательности операций
Генерация управляющей программы
Генерация расчетно-технологической карты
Типовые технологические процессы
Настройка технологических операций
Перечень типов технологических операций
Создание вспомогательной технологической операции