Токарная операция обработки отверстий
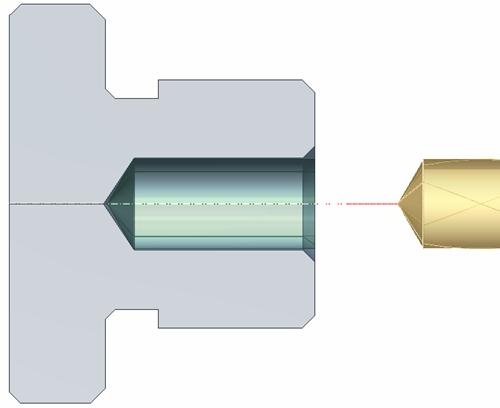
Операция разработана для сверления, расточки и нарезания резьбы метчиком в осевых отверстиях, когда инструмент закреплен неподвижно, а главное вращательное движение резания совершает заготовка. Таким образом, операция ограничивается обработкой только осевых отверстий.
Отверстия для обработки, их верхние и нижние уровни задаются в окне Рабочее задание. В этом же окне можно выполнить автоматическое распознавание отверстий по геометрической модели.
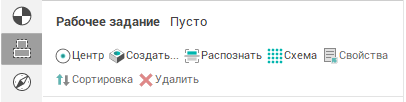
 — Создать отверстие объектом типа «Точка»
— Создать отверстие объектом типа «Точка» — Создать отверстие вводом координат
— Создать отверстие вводом координат — Распознать отверстия в модели детали
— Распознать отверстия в модели детали — Создать группу отверстий по схеме
— Создать группу отверстий по схеме — Параметры выбранных отверстий
— Параметры выбранных отверстий — Удалить выбранные элементы
— Удалить выбранные элементы
Отверстия, добавляемые в данном окне отображаются также и в графическом окне. Уровни каждого отверстия можно редактировать непосредственно на экране при помощи мыши.
Для задания инструмента операции можно использовать кнопку параметры операции ![]() , по нажатию которой откроется окно где нужно будет выбрать вкладку <Инструмент>.
, по нажатию которой откроется окно где нужно будет выбрать вкладку <Инструмент>.
Страница <Режимы> позволяет задавать режимы обработки: скорость вращения шпинделя, охлаждение, величины подач для разных типов ходов (подход, отход, рабочий ход и т.п.). Перемещения на вспомогательных ходах (т.е. там где не происходит резания) могут осуществляться как в ускоренном режиме, так и в режиме линейной интерполяции. Данная настройка переключается галочкой <Все не режущие подачи как ускоренные>. Перемещение не в ускоренном режиме может быть полезным в случае обработки отверстий, расположенных вне ортогональных плоскостей (т.к. стойки ЧПУ при перемещениях в ускоренным режиме обычно контролируют не траекторию перемещения, а лишь начальное и конечное положение инструмента).
Способ обработки отверстий, а также ряд дополнительных параметров можно увидеть и изменить в нижнем левом углу главного окна в инспекторе свойств операции.
Список параметров, который отображается здесь, может изменяться зависимости от выбранного <Типа цикла>.
В выпадающем списке <Формат УП> указывается формат управляющей программы обработки отверстий.
<Развернутый>. Все движения инструмента состоят из команд элементарного перемещения (отрезки и дуги окружностей).
<Цикл>. В управляющую программу выводятся команды циклов обработки отверстий. Каждая команда цикла содержит в себе весь комплекс манипуляций инструментом, необходимый для обработки отверстия. Способы отработки тех или иных циклов зависят от используемой стойки ЧПУ. За более подробной информацией о циклах обработки отверстий обратитесь к документации вашего станка.
Величина <Безопасное расстояние> определяет точку на оси отверстия относительно верхнего уровня отверстия. В данной точке обычно производится переключение с подачи подвода или ускоренной подачи на рабочую подачу. Таким образом, остается зазор, позволяющий исключить контакт инструмента с заготовкой до включения рабочей подачи.
Параметр <Расстояние возврата> также определяет точку на оси отверстия – точку отвода. Данная точка расположена на расстоянии <Расстояние возврата> от верхнего уровня отверстия. В точке отвода инструмент обычно находится до начала и после завершения работы цикла обработки отверстия.
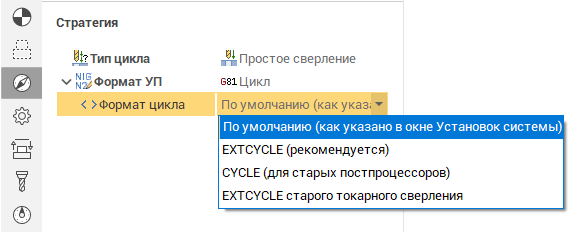
Для совместимости с постпроцессорами старых версий в системе предусмотрена возможность изменять формат вывода цикла (при использовании не развернутого способа вывода траектории). В инспекторе свойств операции обработки отверстий имеется соответствующий параметр <Формат цикла>. Указанный параметр может принимать следующие значения.
<По умолчанию (как указано в окне Установок системы)>. Будет использован формат цикла, который указан в окне системных установок. По умолчанию параметр в окне системных установок имеет значение EXTCYCLE.
<EXTCYCLE (рекомендуется)>. Будет использован новый формат цикла EXTCYCLE. Данный цикл отличается расширенным набором параметров, включает все стратегии обработки, которые реализованы в системе, а также позволяет реалистично моделировать перемещения инструмента согласно выбранной стратегии.
<CYCLE (для старых постпроцессоров)>. Будет использован старый формат цикла CYCLE. Данный цикл не может быть использован для некоторых стратегий имеющихся в системе (например, выборки отверстия и обработки по спирали). Также этот цикл моделирует любую стратегию обработки только как простое опускание до нижнего уровня отверстия. Данный формат необходим для совместимости с постпроцессорами старых версий, в которых не реализована подпрограмма обработки для технологической команды EXTCYCLE.
<EXTCYCLE старой операции токарного сверления>. Будет использован тип команды EXTCYCLE, но в той форме, в которой он использовался в старой операции Токарное сверление.
Сопутствующие ссылки: