Задание параметров фрезерной операции
Основные параметры текущей операции задаются на странице < Параметры > в окне < Параметры операции >.
Ее открытие осуществляется нажатием кнопки < Параметры > в главном окне в режиме технологии .
Это окно имеет несколько закладок:
< Инструмент > открывает страницу настроек параметров инструмента текущей операции.
< Режимы > открывает страницу управления подачами на разных этапах движения инструмента. Если в конфигурацию системы включен модуль расчета режимов резания, то доступ к его функциям осуществляется из окна управления подачами.
< Подход-Отход > открывает страницу задания типов подхода, отхода и врезания к следующему слою.
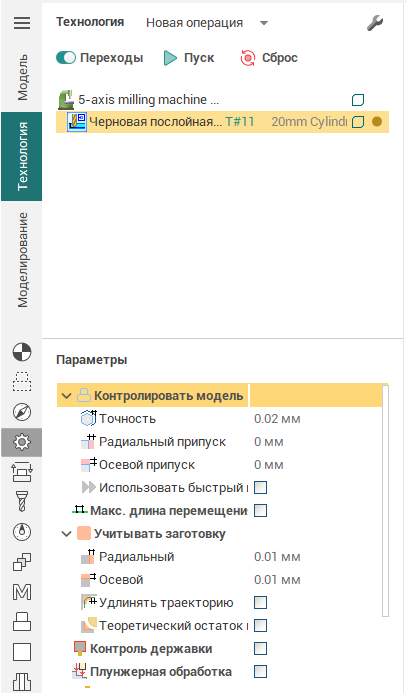
< Параметры > открывает страницу редактирования точности обработки, припуска, верхнего и нижнего уровней обработки, безопасной плоскости, а также других параметров, отсчитываемых по вертикальной оси.
< Стратегия > открывает страницу определения стратегии обработки. В окне сосредоточены основные отличительные параметры для операций различных типов
Поясняющий рисунок и набор параметров соответствуют установленному типу операции. В зависимости от типа текущей операции количество параметров может меняться. Во все поля, предназначенные для ввода числового значения, может быть введено любое математическое выражение. Для просмотра результата расчета выражения необходимо подвести мышь к указанному полю, результат будет отображен во всплывающей подсказке. На странице < Параметры > определяются следующие параметры:
< Положение поворотных осей > задается в том случае, если на станке имеется поворотные оси. В этом случае в начале каждой операции в промежуточный язык CLDATA выдается команда < MultiGoto > для позиционирования поворотных осей. При использовании поворотных осей их положение может быть синхронизировано с системой координат операции.
< Система координат операции > определяет систему координат в которой будут выводиться все координаты управляющей программы. Указание системы координат отличной от системы координат заготовки приводит в выводу в промежуточный язык CLDATA команды < Origin >. При создании операции ее система координат совпадает с системой координат заготовки.
< Уровни обработки Уровни обработки > определяют обрабатываемый диапазон по координате Z. Если напротив поля, определяющего уровень обработки, стоит галочка, то соответствующий уровень берется из поля. В противном случае уровень обработки определяется габаритами обрабатываемой модели.
<Безопасная плоскость Безопасная плоскость >задает уровень, на котором допустимы ускоренные перемещения режущего инструмента.
< Отклонения > определяют максимальное отклонение аппроксимированной траектории инструмента от идеальной. По умолчанию точность обработки операции определяется исходя из системных установок (страница < Технология >)
< Припуск > – слой материала, который остается после операции для дальнейшей доработки. По умолчанию для чистовых операций припуск устанавливается равным 0, для черновых – вычисляется по заложенным алгоритмам.
< Припуск по Z > – определяется только для гравировальной операции и операции выборки области.
< Боковой угол > – доступен только в гравировальных операциях и определяет боковую поверхность модели. В отличие от угла отступа, этот параметр не учитывается при обработке запрещенных зон.
< Шаг по Z > доступен во всех черновых операциях и в чистовой послойной операциичистовой послойной операции
и соответствует толщине слоя материала, снимаемого за один проход. По умолчанию определяется системой исходя из параметров инструмента операции и габаритов заготовки. Шаг может задаваться в миллиметрах, в процентах от диаметра инструмента или вычисляться с учетом требуемого количества проходов. При задании шага по гребешку, он рассчитывается на каждом слое из условия обеспечения требуемой высоты гребешка.< Учет горизонтальных плоскостей Учет горизонтальных плоскостей >. При включении этой функции производятся дополнительные проходы на тех уровнях, где имеются горизонтальные плоскости.
< Угол отступа > доступен только в черновой послойной операциичерновой послойной операции и гравировальных операциях. Он определяет минимальный отступ по горизонтали между обрабатываемыми слоями. Применяется для исключения касания цилиндрической частью инструмента большого слоя материала.
< Чистовой проход с приращением по оси Z > для операций обработки 2D и 3D кривых3D кривых. Он определяет величину дополнительного припуска для чистового прохода, что позволяет повысить качество обработанной поверхности и уменьшить отжим инструмента.
При нажатии на кнопку < По умолчанию > во всех полях устанавливаются значения по умолчанию. При закрытии окна кнопкой < Да >, изменения вносятся в операцию, в противном случае параметры операции не изменяются.
Сопутствующие ссылки: