Подача прутка
Обзор операции
Любая токарная обработка на swiss-type станке начинается с подачи прутка. Таким образом, подача прутка должна быть первой операцией в списке для таких проектов. На токарных станках Hanwha эта операция генерирует команды G300.
Пример создания и использования операции см. в обучающем видео Creating a simple Bar feeding operation.
Параметры операции
Вылет прутка
Осевое расстояние между базовой точкой шпинделя и кончиком инструмента.
Расстояние отвода
Расстояние отвода ограничителя-инструмента перед его удалением.
Использовать постоянный цикл
Если параметр включен, то процесс выдвижения прутка будет выполнен в виде цикла для дальнейшего анализа в постпроцессоре.
Создать подход
Отключите этот параметр, если инструмент уже находится в начальной точке после отрезки, например, в случае зацикливания программы.
Положение касания инструмента
Положение кончика инструмента в системе координат заготовки (G54).
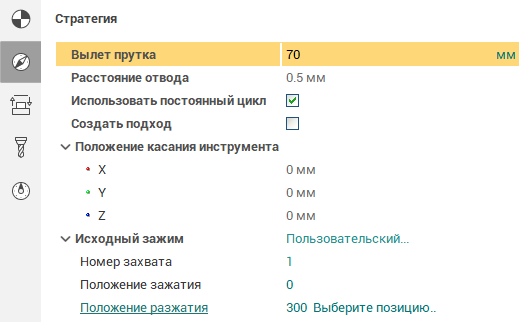
Исходный зажим
Выберите (опционально) зажимное устройство, которое изначально удерживает деталь, и задайте параметры его использования. Если параметр включен, то будут генерироваться специальные команды CLData для зажима/разжима детали во время подачи прутка. Более подробную информацию смотрите на странице документации Управление захватами.
Примеры дистрибутивных проектов
Пример использования операции "Подача прутка" в качестве первой в токарной обработке доступен в дистрибутивном проекте Turn-Milling/Hanwha.stc.
Сопутствующие ссылки:
Операции по перемещению детали
Программирование автоматов продольного точения
Требования к схеме станка для операций перемещения детали