Циклы нарезания резьбы
Циклы нарезания резьбы позволяют сформировать последовательность (один или несколько) проходов, необходимых для получения резьбы с заданными параметрами.
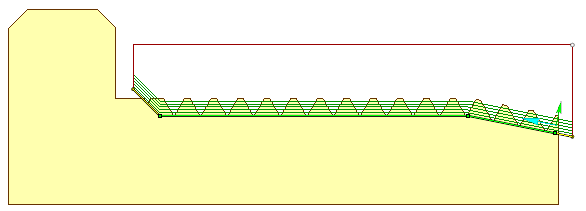
Участок поверхности детали, на котором должна быть нарезана резьба определяется заданным геометрическим контуром. Контур определяет диаметр впадин резьбы, т.е. внутренний диаметр для наружной резьбы и наружный диаметр для внутренней резьбы. Второй диаметр резьбы считается через параметр Глубина резьбы. То, какая резьба будет нарезана - внутренняя или наружная - задается стороной обработки контура (перпендикулярная стрелочка возле начала контура). Направление резьбы - правая или левая - зависит от заданного направления обработки контура (параллельная стрелочка возле начала контура), а также от направления вращения шпинделя. Участки подхода и отхода контура позволяют задать удлинение или фаску для выхода инструмента.
Имеется графическая визуализация формируемого резьбового профиля. Она появляется на экране сразу после добавления одного из резьбовых циклов. Прямо на экране отображаются и могут быть отредактированы такие размеры как наружный и внутренний диаметры, глубина профиля, шаг резьбы, углы профиля и угол конусности.
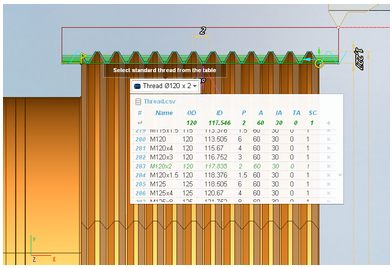
При нажатии мышью на всплывающее меню с именем резьбы на экране появляется панель со списком резьб из которой вы можете выбрать наиболее подходящую стандартную либо свою собственную резьбу. Этот список резьб может быть отредактирован здесь же интуитивно понятным способом. Смотрите всплывающие подсказки над каждым из элементов панели.
В окне свойств элемента рабочего задания имеются следующие параметры.
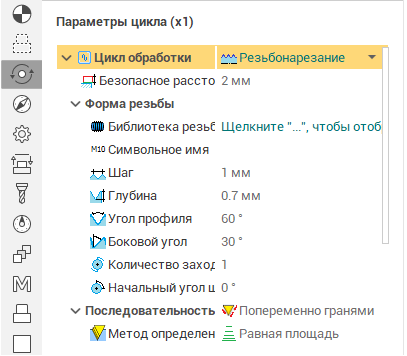
Параметр Безопасное расстояние - это расстояние от резьбы до уровня переходов. Цикл проходит по данному уровню при перемещении от конца предыдущего прохода к началу следующего.
Профиль резьбы в значительной степени определяется формой инструмента, а также параметрами из группы Форма резьбы. Для операции нарезания профильной резьбы форма дополнительно определяется контуром резьбовой канавки, указываемым в рабочем задании.
Символьное имя - это просто опциональное символьное обозначение типоразмера резьбы, например M10. Оно может быть полезно для быстрого поиска резьбы в таблице резьб.
Шаг резьбы может быть задан в двух разных единицах. В первом случае, шаг задается как расстояние между двумя одноименными точками профиля, расположенными на соседних витках. Во втором случае шаг определяется обратной величиной - количеством витков, приходящихся на единицу длины.
Операция позволяет нарезать многозаходные резьбы. Для этого имеются параметры Количество заходов и Начальный угол шпинделя. Разные типы циклов по разному используют параметр Количество заходов. При использовании типа цикла ISO G76, количество заходов передается параметром внутрь цикла. Однако данный цикл не во всех стойках ЧПУ имеет соответствующий параметр. В подобных случаях нарезание многозаходной резьбы можно производить путем повторного задания такого же цикла, но с другим значением параметра Начальный угол шпинделя. Другим вариантом может служить использование типа цикла ISO G92 или развернутого формата ISO G32/G33. В этом случае операция сразу генерирует нужное количество проходов с разными начальными углами шпинделя.
Параметры в группах Последовательность, Черновая и Чистовая обработка определяют количество и взаимное расположение проходов. Их набор отличается в зависимости от типа профиля резьбы, поэтому смотрите соответствующие разделы:
Траектория для нарезания резьбы может выводиться в различных форматах: Цикл многопроходного нарезания резьбы (ISO G76), Цикл точения резьбы за один проход ISO G92, Развернутое нарезание резьбы.
Сопутствующие ссылки:
Рабочее задание токарных операций