Токарные циклы
Тип цикла определяет способ формирования траектории на основе заданного контура. Доступны следующие типы элементов рабочего задания для токарных операций.
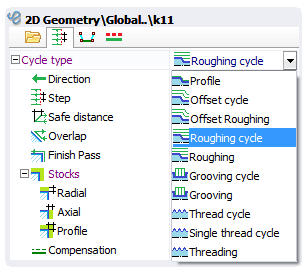
В режиме "Контур" в управляющую программу выводится заданный контур без каких-либо дополнений.
Цикл повтора позволяет сформировать цикл ISO G73 на основе заданного контура.
Повтор контура формирует траекторию аналогичную ISO G73, но она выводится в развернутом виде. Этот режим позволяет учитывать текущее состояние заготовки.
Черновой цикл позволяет сформировать один из циклов ISO G71/G72 на основе заданного контура.
Черновая обработка формирует траекторию аналогичную ISO G71/G72, но она выводится в развернутом виде. Этот режим позволяет учитывать текущее состояние заготовки.
Режим Канавки формирует траекторию аналогичную ISO G74/G75, но она выводится в развернутом виде. Этот режим позволяет учитывать текущее состояние заготовки. В последующих версиях системы этот режим будет улучшен и позволит учитывать реальную конфигурацию канавки.
Резьбовой цикл - цикл многопроходного нарезания резьбы с выводом траектории в формате ISO G76.
Однопроходный цикл резьбы - нарезание резьбы, которое также может быть осуществлено за несколько проходов. Однако каждый из проходов траектории будет оформлен в виде отдельного цикла формата ISO G92.
Резьба - нарезание резьбы с развернутым форматом вывода. Т.е. каждое перемещение инструмента будет осуществляться отдельным кадром управляющей программы. Перемещения, производящие непосредственно нарезание резьбы, выполняются в режиме синхронизации с вращением шпинделя, который включается командой ISO G32/G33. Развернутый формат вывода позволяет нарезать специфические типы резьб, например состоящие из участков с разной конусностью, спирали на торцах и т.п.
4-х осевое точение позволяет производить чистовую обработку труднодоступных участков при помощи всего одной операции за счет непрерывного изменения угла наклона инструмента в процессе перемещения вдоль контура (с использованием 4-й оси станка, при ее наличии).
Цикл Зигзаг. Позволяет обрабатывать закрытые области нейтральным инструментом, который может точить в обоих направлениях, горизонтальными ходами с чередующимся направлением.
Цикл Отрезка. Предназначен для отделения готовой обработанной части заготовки с одновременным формированием заднего торца детали.
Сопутствующие ссылки: