Drilling with chip breaking cycle G73 <W5DChipBreaking>
Drilling with chip breaking cycle <W5DChipBreaking(473)> (G73) performs tool approach to the hole center at the <Z return level>. When cyclic drilling is performed with tool retraction for chip breaking.
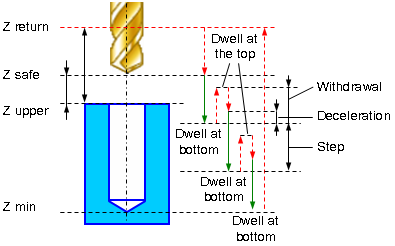
The cycle consists of:
Rapid approach to the hole center at the <Z return> level.
Rapid travel to the <Z safe> level.
Work feedrate motion to the <Step depth S>.
<Dwell> for the <Delay> at the bottom time.
Rapid tool retraction for the <Withdrawal distance (Ld)>.
<Dwell> for the <Dwell at the top> time.
Rapid motion to the previous depth level, with a <Deceleration (Dcl)>.
Work feedrate to the <Deceleration (Dcl)> with <Step (S)>.
<Dwell> at for the <Dwell at the bottom> time.
Repeat previous five iterations until the full hole depth is reached.
Rapid tool return to the <Z retract> level..
Parameters:
|
Description |
||
|
CLD[1] |
CLD.SubCmd |
Command type: ON(71) – canned cycle on, CALL(52) – canned cycle call, OFF(72) – canned cycle off. |
|
CLD[2] |
CLD.SubType |
Canned cycle type identifier: W5DChipBreaking(473). |
|
CLD[3] |
CLD.CLParams(1) |
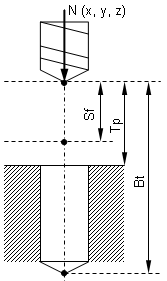
Nx, X coordinate of the tool normal vector |
|
CLD[4] |
CLD.CLParams(2) |
Ny, Y coordinate of the tool normal vector |
|
CLD[5] |
CLD.CLParams(3) |
Nz, Z coordinate of the tool normal vector |
|
CLD[6] |
CLD.CLParams(4) |
Sf, Normal distance from current tool position to the safe plane level |
|
CLD[7] |
CLD.CLParams(5) |
Tp, Normal distance from current tool position to the hole top level |
|
CLD[8] |
CLD.CLParams(6) |
Bt, Normal distance from current tool position to the hole bottom level |
|
CLD[9] |
CLD.CLParams(7) |
Work feed measurements: 0 – mm/rev, 1 – mm/min |
|
CLD[10] |
CLD.CLParams(8) |
Work feed value |
|
CLD[11] |
CLD.CLParams(9) |
Approach feed measurements: 0 – mm/rev, 1 – mm/min |
|
CLD[12] |
CLD.CLParams(10) |
Approach feed value |
|
CLD[13] |
CLD.CLParams(11) |
Return feed measurements: 0 – mm/rev, 1 – mm/min |
|
CLD[14] |
CLD.CLParams(12) |
Return feed value |
|
CLD[15] |
CLD.CLParams(13) |
Delay at the bottom level in seconds |
|
CLD[16] |
CLD.CLParams(14) |
Delay at the top level in seconds |
|
CLD[17] |
CLD.CLParams(15) |
St, chip breaking step value |
|
CLD[18] |
CLD.CLParams(16) |
Dg, each iteration chip breaking step degression |
|
CLD[19] |
CLD.CLParams(17) |
Dc, before drilling deceleration value for each step |
|
CLD[20] |
CLD.CLParams(18) |
Ld, each step lead out value for cutting process breaking |
|
CLD[50] |
CLD.CLParams(48) |
What spindle is used to machining: 1 - driven tool, 2 - workpiece spindle (lathe). |
See also: