Индексная многокоординатная обработка
Все фрезерные операции могут использоваться для обработки детали с различных сторон. Если оборудование не позволяет поворачивать деталь или ось инструмента, то необходимо изменить схему закрепления детали на станке.
Если станок оснащен поворотными осями, которые могут управляться программно, то все они появляются в следующем списке:
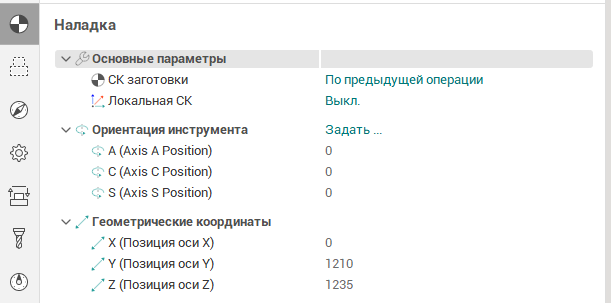
Положение поворотных осей, при котором будет производиться обработка можно ввести напротив соответствующих наименований осей. После расчета, CLData операции будет содержать команды позиционирования поворотных осей, а затем основную траекторию обработки.
Положение поворотных осей можно вычислить автоматически исходя из условия перпендикулярности оси инструмента плоской грани модели или условия соосности оси инструмента и оси произвольной цилиндрической поверхности на модели. Для этого нужно:
Выбрать строчку "Ориентация инструмента" и нажать на кнопку
 в конце этой строки. В результате откроется окошко:
в конце этой строки. В результате откроется окошко:
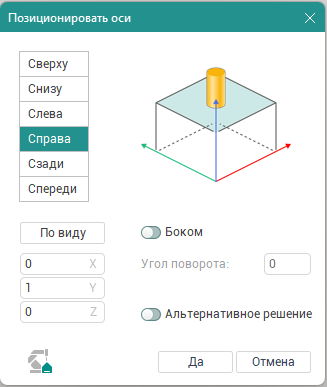
В окошке отображаются координаты вектора оси инструмента при текущем положении поворотных осей.
В графическом окне указать плоскую или цилиндрическую поверхность детали. Если деталь не видима, то ее нужно включить.
Если выбранное положение поворотных осей устраивает, то нужно нажать кнопку Да. При нажатии на кнопку Отмена будет восстановлено исходное положение поворотных осей.
Если вы хотите задать одно из ортогональных положений, то вы можете использовать кнопки с соответствующим направлением: Сверху, Снизу, Слева, Справа, Сзади, Спереди.
Также вы можете задать ориентацию по текущему вектору взгляда графического окна, нажав на кнопку По виду.
Опция Боком позволяет сориентировать инструмент так чтобы он касался выбранной поверхности боковой частью вместо того чтобы выставить его перпендикулярно поверхности.
Используйте галочку Альтернативное решение если станок позволяет задавать одинаковое взаимное расположение инструмента относительно заготовки несколькими разными способами.
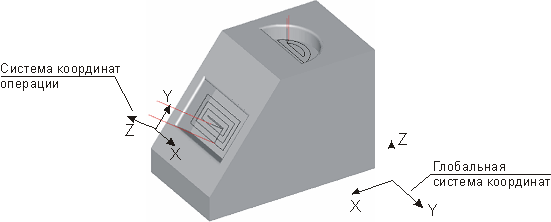
По умолчанию операция осуществляет расчет траектории в Системе координат заготовки , но вы всегда можете изменить такое поведение, явно указав Локальную систему координат операции в параметре Локальная СК на панели Наладка.
Большинство современных стоек ЧПУ требуют обязательное использование локальных систем координат для индексной пяти координатной обработки. Без задания поворота локальной системы координат положение нуля детали в стойке (G54), а также положение настроечной точки инструмента, задаваемое корректором, не изменяется после изменения положения поворотных осей - стойка ведет себя как обычное трех координатное УЧПУ, ничего не знающее о кинематике станка. Однако, после вызова команды поворота системы координат (Heidenhain CYCLE 19, Plane function) стойка осуществляет пересчет положения ноля детали и настроечной точки инструмента в соответствии с реальным положением рабочих органов станка. В результате управляющая программа получается независимой от положения детали на поворотном столе и вылета инструмента (см. рисунки ниже).
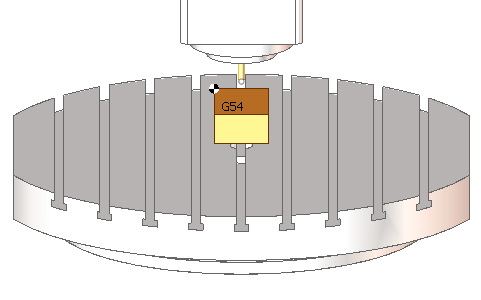
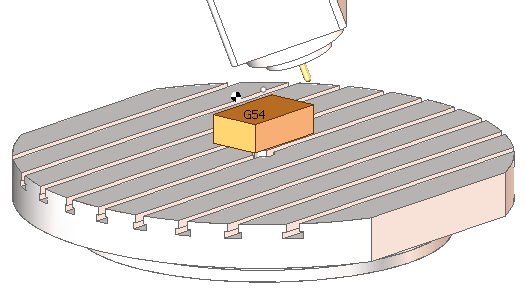
Начальное положение станка (A0 C0). G54 расположена в левом верхнем углу заготовки, настроечная точка инструмента совпадает с кончиком
Положение станка после пяти осевого позиционирования без задания системы координат (A20 C-40). Ноль детали и настроечная точка инструмента не изменили своего положения в пространстве, в то время как заготовка и инструмент изменили. Рассчитанная траектория будет зависеть от положения детали на станке и вылета инструмента
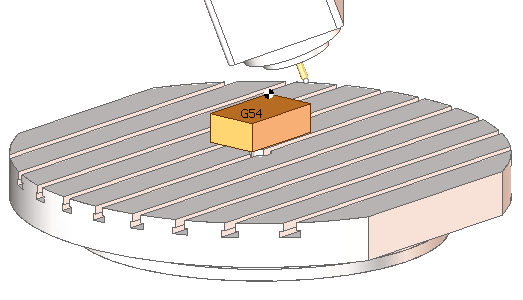
Положение станка после пяти осевого позиционирования с заданием системы координат (A20 C-40). G54 снова находится в левом верхнем углу заготовки, а настроечная точка инструмента вновь совпадает с его кончиком. Рассчитанная управляющая программа будет независима от положения детали на станке и вылета инструмента.
В виду этого, в большинстве случаев для стоек, оборудованных функцией вращения системы координат, рекомендуется выставлять параметр Локальная СК в значение Авто . За дополнительной информацией обращайтесь к разделу Локальная система координат операции .
Сопутствующие ссылки:
Настройка технологических операций
Система координат заготовки (G54 - G59)