Черновая обработка
Черновая обработка формирует траекторию аналогичную ISO G71/G72, но она выводится в развернутом виде.
Этот режим позволяет учитывать текущее состояние заготовки.
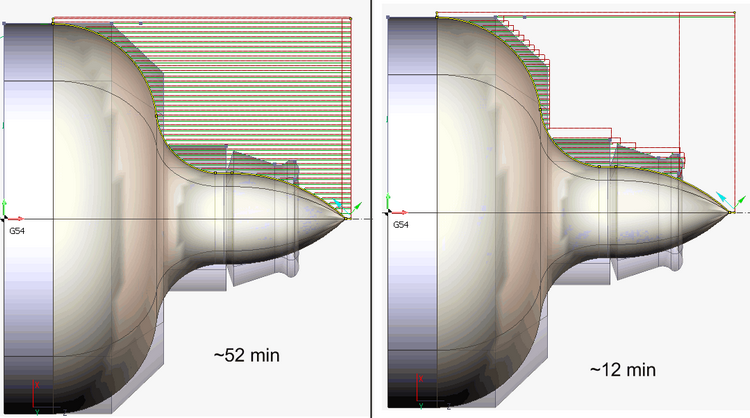
Учёт текущего состояния заготовки позволяет значительно снизить время обработки. На изображении представлена деталь, обработка которой занимает примерно 52 минуты. Применение алгоритмов учёта текущего состояния заготовки позволит снизить время обработки данной детали на 80%, исключив проходы инструмента на рабочей подаче по воздуху.
Параметры учёта заготовки задаются в окне свойств.
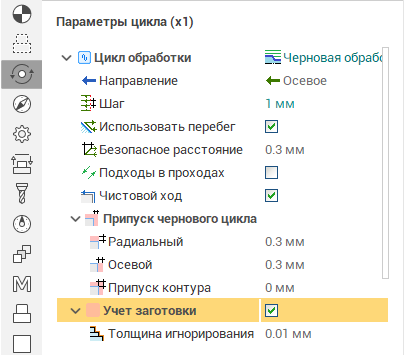
В некоторых случаях целесообразно игнорировать факт прохода инструмента по воздуху, если дистанция такого прохода достаточно мала. Параметр Размер игнорирования позволяет задать максимальное расстояние прохода инструмента по воздуху на рабочей подаче. Если расстояние между двумя участками обработки окажется меньше этого параметра, система будет рассматривать их как один участок обработки.

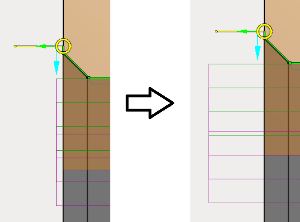
На левом изображении величина параметра Размер игнорирования меньше расстояния между участками обработки, система обработает их отдельно. На правом изображении величина параметра Размер игнорирования больше расстояния между участками обработки, система рассматривает как один участок обработки.
Также в данном режиме есть параметр Подходы в проходах, который позволяет использовать подвод/отвод в проходах из вкладки Подходы/Отходы. Это полезно при включенном параметре учет заготовки.
Сопутствующие ссылки:
Рабочее задание токарных операций