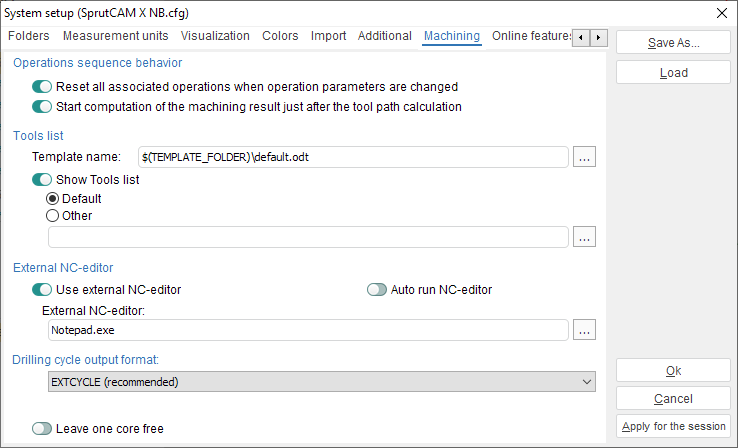
<Machining> tab
The window is used for setting up the parameters of the tools list generation.
Tools list can be created in HTML format.
When creating a tools list the system uses templates. Several templates are included into the installation set, from which it is possible to choose the required one. One can also create new templates, knowing HTML language is required. For more information contact the support desk.
When created in HTML document can be saved immediately, or viewed and corrected if necessary. To save a tools list without viewing, deselect <Show tools list>.
To view the created tool list file, you can use either the default program for that type of file, or a user defined program. To assign another program as the editing program, define the full path to the application file.
With the help of the <Operations sequence behavior> panel you can control how the operations will behave when changing the status to calculated / reset:
The <Reset all associated operations when operation parameters are changed> option allows you to automatically reset the tool path of the operations when changing the input data that comes from previous operations of the technological process.
The <Start computation of the machining result just after the tool path calculation> option allows you to perform a simulation in the background immediately after the calculation of the tool path.
<External NC-editor panel> is used to specify external application for viewing NC program. The system recognizes certain command line parameters in the command line:
<$NCOUTPUTNAME$> – the name of the NC-program file that was created by the postprocessor,
<$CD.<ItemName>$> – keywords of this kind will be replaced by appropriate item value of the custom data.
If the <Autorun NC-editor> checkbox is checked the specified NC-editor application would be automatically launched directly after the postprocessor generates the NC-program.
For compatibility with older versions of postprocessors the system provides the ability to change the output format of the drilling cycle (when not expanded toolpath output method is used for hole machining operation). Parameter with the same name can have the following values.
<EXTCYCLE (recommended)>. The new format of the cycle EXTCYCLE will be used. This cycle has an advanced set of parameters, including all machining strategies that are implemented in the system, and allows a realistic simulation of the tool movements according to the chosen strategy.
<CYCLE (for old postprocessors)>. The old format of the cycle CYCLE will be used. This cycle cannot be used for some of the strategies available in the system (e.g., hole pocketing or machining by spiral). Also this cycle simulates any machining strategy only as a simple movement to the lower level of the hole. This format is required for compatibility with older versions of postprocessors, where EXTCYCLE technological command processing routine is not implemented.
The <Lock Simulation Kernel> option allows to simulate without removing the material. The tool moves along the path, but no material is removed. The option can be used on slow computers.
The <Leave one core free> option allows to leave one core free in multi-core computing (restart required).
See also: