Черновая управляемая операция
В ряде случаев деталь после обработки имеет совсем незначительные отличия от заданной модели, но из-за неравномерности объема снимаемого материала не всегда удается достичь оптимального времени обработки. Черновую управляемую операцию рекомендуется использовать лишь при специфической форме заготовки и обрабатываемой детали.
Рабочее задание указывается набором твердых тел, поверхностей и сеточных объектов. Для каждого геометрического объекта или группы объектов может быть установлен дополнительный припуск, который при обработке будет добавлен к основному припуску операции.
Заготовка может быть задана в виде бруска, цилиндра, тела вращения с постоянным припуском или призматической формы, как остаточный материал после обработки предыдущими операциями, а также в виде свободной геометрической модели, состоящей из твердых тел, поверхностей, сеток и призм, основаниями которых являются проекции замкнутых кривых. В ограничивающей модели могут быть указаны твердые тела, поверхности и сетки, которые необходимо контролировать при обработке, а также зоны обработки и запрещенные зоны, заданные проекциями замкнутых кривых.
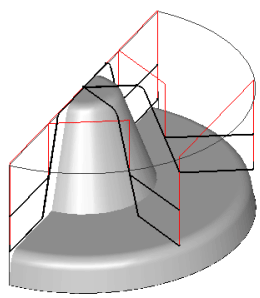
В операции производится выборка всего материала заготовки, находящегося снаружи от обрабатываемой модели и вне ограничивающей модели. Как и в построчной операции, обработка поверхности объемной модели производится отельными строчками. В зависимости от параметров операции, строчки лежат либо в семействе вертикальных плоскостей (поперёк направляющих кривых), либо в семействе вертикальных математических цилиндров, форма и расположение которых задается направляющими кривыми (вдоль направляющих кривых). Шаг между соседними рабочими ходами может быть постоянным или рассчитываться исходя из заданной высоты гребешка. Для ограничения нагрузки на инструмент, толщина снимаемого за один раз слоя материала может быть ограничена. При этом если толщина удаляемого материала заготовки превышает заданную, то материал будет удален за несколько проходов.
При использовании локальной системы координат или поворотной головки, положение обрабатываемой модели не меняется, ось вращения инструмента считается параллельной оси Z локальной системы координат, а все рабочие ходы располагаются в плоскостях или математических цилиндрах, перпендикулярных горизонтальной плоскости той же системы.
Если, при обработке, инструмент не должен врезаться в материал под произвольным углом, то перемещение инструмента вниз может быть ограничено. Доступны типы ограничений: обработка строго снизу-вверх, с максимальным углом врезания без доработки теневых зон, с максимальным углом врезания с доработкой теневых зон, и без контроля движения вниз.
Переход между рабочими ходами может осуществляться по кратчайшему расстоянию, с добавлением отхода и подхода либо через безопасную плоскость. Если выборка материала происходит с разбиением на слои, то сначала удаляется весь материал с верхнего слоя и лишь затем происходит переход на следующий слой и т. д.
Для расчета операции может быть использован быстрый метод расчета.
Сопутствующие ссылки: