Операция Резка
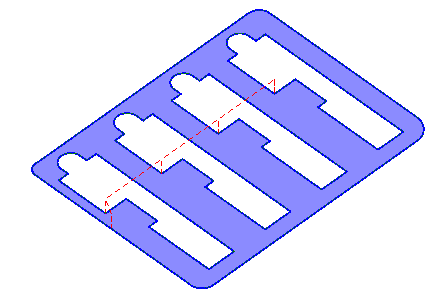
Операция позволяет производить вырезку произвольного количества деталей из заготовки листа.
Отличия операции <Резка> от операции <Обработка 2D контура> заключаются в возможности регулирования порядка обработки контуров составляющих модель, возможности задания перемычек и обхода уже обработанных частей. Первыми обрабатываются внутренние контура, последними – наружные. Эти условия обусловлены технологическими особенностями этих вида обработки. Например, для предотвращения сдвига вырезаемой детали в момент завершения реза, или для предотвращения прогибания тонкой детали в результате термического воздействия резака.
Для задания последовательности обработки контуров следует воспользоваться панелью расположенной на странице <Стратегия>.
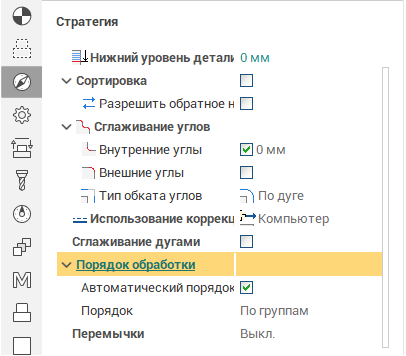
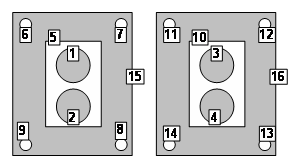
При включенной опции сначала будут обработаны все контура рабочего задания, имеющие наибольшую вложенность (самые внутренние контуры), затем имеющие меньшую вложенность и т.д. Последними будут обработаны все внешние контуры.
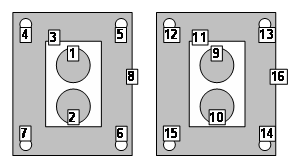
Если опция выключена, то обработка каждой группы производится в порядке от самых вложенных контуров к наружному. После этого производится переход к следующей группе. Обычно обработка с такой стратегией содержит меньше холостых перемещений.
Для каждого элемента рабочего задания устанавливается способ его обработки: прохождение осью инструмента вдоль контура или в касании исходного контура боковой поверхностью фрезы слева или справа, дополнительный припуск. Дополнительный припуск откладывается в сторону обработки.
При задании в операции заготовки или запрещенных зон, обрабатываются лишь те участки заданных контуров, которые лежат внутри заготовки и вне запрещенных зон. А если ни заготовка, ни запрещенные зоны не указаны, то производится обработка всех заданных контуров без каких-либо ограничений.
В качестве инструмента для операции может использоваться цилиндрическая фреза и резак. Для инструмента резак считается, что инструмент при движении режет материал по всей длине оси инструмента. Поэтому уровни операции (верхний, нижний и безопасная плоскость) не задаются.
Если операция выполняется в локальной системе координат или с использованием поворотных осей, то производится обработка проекций кривых на плоскость XY локальной системы координат операции, и все рабочие ходы, соответственно, параллельны плоскости XY локальной системы координат.
Начальная точка обработки для разомкнутого контура соответствует его первой или последней точке (в зависимости от параметров <Стороны обработки> и флага <Инверсии>, а также разрешения <Смены направления обработки>). Для замкнутых кривых, если не задана начальная точка в окне <Рабочее задание>, подход к первой точке обработки осуществляется к внешнему углу или самому длинному отрезку автоматически, исходя из соображений минимизации переходов.
При объединении рабочих ходов в результирующую траекторию к началу рабочего хода обязательно добавляется подход указанного типа, а в конце – отход. Порядок объединения зависит от сочетания установленных флагов: минимизация холостых ходов, разрешить обратное направление .
Если разрешено <Обратное направление> обработки контуров, то направление будет выбрано исходя из оптимальности объединения, при этом сторона обработки контура не изменяется. Иначе оно будет соответствовать направлению, заданному в окне Модель.
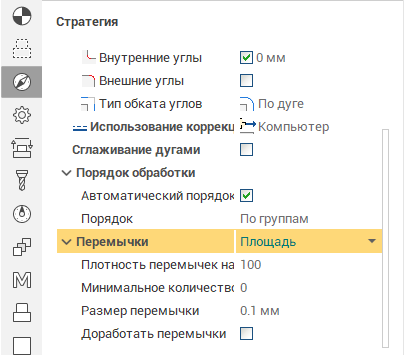
Имеются следующие режимы определения количества перемычек:
<Нет> – режим обработки без перемычек.
<Число> – указывается конкретное число перемычек. Получится одинаковое количество перемычек для всех кривых (для незамкнутых кривых количество перемычек на 1 меньше).
<Длина> – количество перемычек определяется как длина кривой поделенная на величину, указанную параметром <C> (для незамкнутых кривых количество перемычек на 1 меньше). Количество перемычек для каждой кривой переменно и пропорционально ее длине.
<Область> – количество перемычек определяется как площадь кривой поделенная на величину, указанную параметром <C> (разомкнутые кривые обрабатываются без перемычек). Количество перемычек для каждой кривой переменно и пропорционально ее площади.
Параметр <Мин. кол-во> определяет минимально возможное количество перемычек для отдельной кривой. Если по расчетным формулам количество перемычек получается меньшим, то количество перемычек принимается равным параметру <Мин. кол-во>.
Параметр <Перемычка> определяет длину перемычки (отсчитывается вдоль кривой).
Флаг <Доработать перемычки> позволяет доработать перемычки. При установленном флаге после обработки всех кривых выводится команда дополнительного останова (<OPSTOP>), затем производится доработка перемычек.
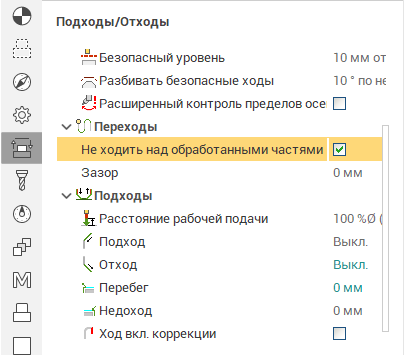
Стратегия <Не ходить над обработанными частями>. Часто, в результате термического воздействия вырезанная деталь прогибается и при перемещении головки резака над деталью она может быть повреждена. Для предотвращения таких ситуаций переходы между точками врезаний можно осуществлять над необработанными зонами листа. При выключенной стратегии переходы будут совершаться по кратчайшему расстоянию между точками. При включенной переходы совершаются таким образом, чтобы головка не проходила над уже вырезанными контурами.
Сопутствующие ссылки: