Правила подвода и отвода
Правило подвода или отвода определяет дополнительную траекторию подхода/отхода инструмента к/от первой либо последней точки траектории. При использовании совместно с точкой смены инструмента правило подвода определяет путь из точки смены до позиции начала обработки, в то время как правило отвода - путь от последней точки траектории до точки смены инструмента.
Выбор правила подвода/отвода операции
Правило подвода/отвода выбирается в секции Подвод/Отвод на вкладке инспектора "Подходы/Отходы".
Правило подвода можно выбрать с помощью выпадающего списка или ввести вручную в поле ввода.
Текстовое поле параметра показывает, какая именно последовательность команд используется для расчета подвода/отвода операции. Для редактирования используемого операцией подвода/отвода просто измените текущее правило в текстовом поле. После ручного редактирования подвод/отвод автоматически меняет свой тип на "заданный явно".
Через тире дополнительно может указываться тип правила подвода/отвода, например, если это правило берется из предыдущей операции.
Способы задания подвода/отвода
Подвод/отвод операции может иметь один из следующих типов задания. Тип можно выбрать в выпадающем списке или задать в окне Окно редактирования подводов/отводов.
Правило по умолчанию - этот тип имеет подход/отход вновь созданной операции. Также можно "сбросить" правило подвода или отвода путем очистки поля редактирования и нажатия клавиши <Enter>. Следующие факторы учитываются при вычислении команды подвода/отвода с типом "по умолчанию" (в порядке уменьшения приоритета):
Если задана субмашина для используемой операцией пары держатель заготовки/коннектор инструмента, то берется правило, указанное в этой субмашине. Более подробную информацию о субмашинах смотрите в статье Задание субмашин в схеме станка.
если операция имеет тот же держатель заготовки и коннектор инструмента, что и предыдущая операция, то подвод/отвод берется из предыдущей операции.
в противном случае используется правило из установа данной операции или правило из корневой операции, если в проекте нет установов или операция сама является установом.
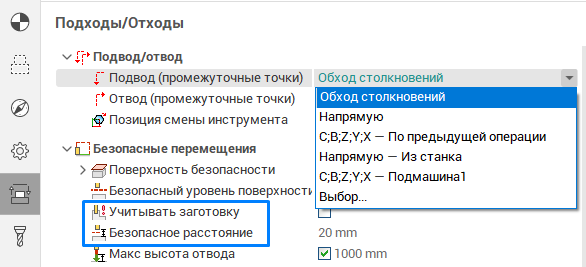
2. Обход столкновений - построить траекторию подвода/отвода автоматически специальным алгоритмом, при этом избегая столкновения (например, инструмента со станком). Если выбран этот тип подвода/отвода, то дополнительно доступны параметры "Безопасное расстояние" и "Учитывать заготовку".
3. Правило из субмашины - явно выбрать правило, заданное в одной из субмашин. Подробнее см. раздел Задание субмашин в схеме станка.
4. Правило из предыдущей операции.
5. Правило из корневой операции (станка) - использовать правило, определенное в корневой операции (корне дерева операций на вкладке "Технология"). В предыдущих версиях SprutCAM это правило совпадало с указанным в схеме станка.
6. Явный - подвод/отвод представлен в виде заданной последовательности перемещений станка (задается пунктом выпадающего списка "Выбор..").
7. Напрямую - в траекторию не добавляются дополнительные точки. Инструмент напрямую перемещается из позиции смены в первую точку траектории по кратчайшему расстоянию. Если станок является роботом, то это перемещение выполняется с помощью физических осей (PhysicGOTO).
8. Правило из списка подводов/отводов станка - операция может ссылаться на один из элементов в списке подводов/отводов станка. Можно определить несколько правил под соответствующими именами. В выпадающем списке сначала отображается имя правило, затем в круглых скобках само правило в виде последовательности команд. Более подробная информация о списке правил представлена в отдельной статье.
Синтаксис правил подвода/отвода
"Явное" правило подвода/отвода напрямую задает выводимую траекторию (CLData) в секции "Подвод" или "Отвод". Отдельное правило состоит из одной или нескольких команд, разделенных символом <;>. Команда задается ключевым словом, после которого может следовать список имен и значений (координат) осей станка.
<Координаты осей> задается в виде (разделенного пробелами) списка ID или адресов осей станка с возможностью явно указать значение данной оси в момент времени, соответствующий данной команде. Значение оси может быть указано в скобках или непосредственно после ID оси. Примеры задания координат осей в правиле:
X100 Y(200) Z
A1 A2(253.2) A3(100.4) A4 A5 A6
Поддерживаются следующие типы команд (ключевые слова):
<MultiGOTO> (или ключевое слово отсутствует) + <Координаты осей> - задает многокоординатное перемещение (линейное + вращение поворотных осей (в CLData команда "Multigoto").
<PhysicGOTO> (или <G53>) + <Координаты осей> - задает перемещение в физических осях станках (в CLData команда "Physicgoto").
<GOTO> + <Координаты осей> (должны быть "X", "Y" или "Z") - задает простое линейное (трехкоординатное) перемещение (в CLdata команда "Goto").
<GOHOME> + <Координаты осей> - задает движение в точку смены инструмента (в CLData команда "GOHOME"). Предназначено только для использования в секции отвода.
<LCS> - многозначная команда. Общая логика ее использования - включить некоторый режим обработки в определенный момент времени в подводе, а затем отключить в нужное время в отводе. Результат выполнения команды в CLData зависит от параметров операции:
Если включена Локальная система координат операции и ключевое слово указано в правиле подвода, то команда включения LCS ("Origin LCS: On") выводится в указанном месте внутри подвода (а не в секции "Начало"). Если команда <LCS> указана в отводе, то в данном месте отвода выводится команда выключения LCS (Origin LCS: Off).
Если в параметрах операции включен режим "Управление центральной точкой инструмента" (TCPM), то команда его активации ("Interp 5axis: On") выводится в указанном месте внутри подвода (если указано в правиле подвода), и аналогично команда выключения режима (Interp 5axis: Off) - в отводе.
Внимание: режим "TCPM" не может использоваться одновременно с Локальной системой координат операции.
Полярная интерполяция - включение/выключение режима.
Точение осью U - включение/выключение режима.
<SLCS(...)> - команда используется для временного включения специальной "Локальной системы координат" внутри подвода или отвода. См. раздел ниже " Подвод/отвод для операций в режиме TCPM" для более подробной информации.
Подвод/отвод для операций в режиме TCPM с использованием Локальной системы координат
Режим «Управление центральной точкой инструмента» часто используется в 5-координатной обработке, но возникают некоторые проблемы, когда кинематика станка и крепление заготовки не полностью соответствуют реальной кинематике станка и креплению детали. Скорее всего, это приведет к столкновению. Решение состоит в том, чтобы выполнить некоторые движения станка, находящиеся внутри блока SLCS(...), в определенной "Локальной системе координат" до включения режима "TCPM" в подводе. При использовании команды <SLCS()> режим "TCPM" будет активирован в конце подвода; он будет деактивирован в начале отвода, если данный блок команд находится в правиле отвода.
LCS, используемая этой командой, не определяется параметрами операции, а соответствует первой точке траектории инструмента, если команда <SLCS> находится внутри правила подвода, и последней точке траектории, если команда находится внутри правила отвода. Перемещения поворотных осей следует выполнить перед включением этой системы координат.
Внутри скобок можно указать одну или несколько команд перемещения, например. SLCS(G53 X100; YZ). Эти движения будут выполняться в определенной выше Локальной системе координат. Пример правила подвода с использованием <SLCS()>:
G53 Z(-0.5); G53 X(0.5) Y(-0.5); AC; XY; SLСS(XYZ)Продвинутое редактирование правил подвода/отвода
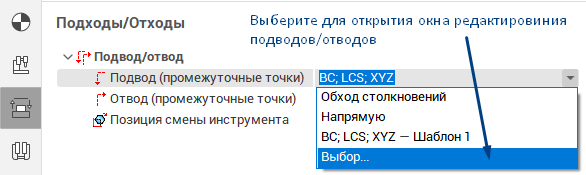
С помощью текстового поля можно быстро отредактировать подвод или отвод операции. Если же нужно изменить способ задания подвода или указать длинную последовательность команд, то используйте окно редактирования подводов/отводов.
Для открытия этого окна перейдите на вкладку инспектора "Подходы/Отходы" и выберите нижний пункт "Выбор..." в выпадающем списке параметра подвода или отвода. Эта форма также позволяет редактировать список правил подвода/отвода станка.
Сопутствующие ссылки:
Список правил подвода/отвода станка
Окно редактирования подводов/отводов
Задание субмашин в схеме станка
Список основных технологических команд CLDATA
Настройка технологических операций