Полярная интерполяция
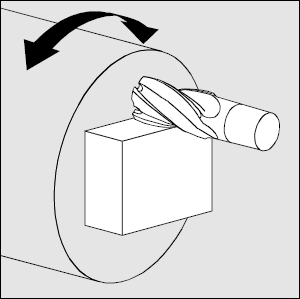
Полярная интерполяция позволяет при трех координатной фрезерной обработке заменить перемещение инструмента по одной из линейных осей на поворот заготовки. Обычно такая потребность возникает на токарных станках оснащенных приводным инструментом, хотя ее использование возможно и на других станках. Классический токарный станок обеспечивает перемещение по двум линейным осям – обычно X и Z и поворот шпинделя – обычно ось С.
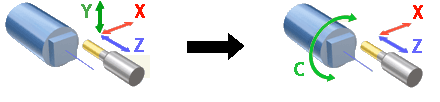
Таким образом при обычном 3D фрезеровании SprutCAM генерирует программу в терминах [X,Y,Z] а при обработке в полярных координатах в терминах [X,C,Z]. Функция полярной трансформации осуществляет преобразование [X,Y,Z] => [X,C,Z].
Возможность обработки в полярной системе координат определяется конструктивным устройством станка:
Необходимо наличие <Поворотной оси> (стола или шпинделя), которая обеспечивает поворот заготовки.
Ось вращения заготовки должна быть параллельна оси вращения инструмента.
Необходимо наличие <Радиальной оси>, которая обеспечивает линейное перемещение инструмента относительно заготовки в плоскости перпендикулярной оси вращения.
Необходимо наличие <Продольной оси>, которая обеспечивает линейное перемещение инструмента вдоль оси вращения.
При соблюдении перечисленных условий в схеме и установленном параметре станка Станок –> Стойка ЧПУ –> Поворотные преобразования –> Полярная интерполяция доступна во всех фрезерных операциях появится следующая панель:
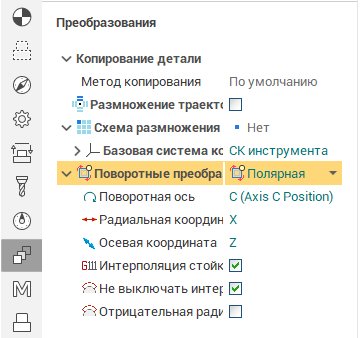
Поле <Режим> позволяет выбрать режим трансформации траектории: полярная, цилиндрическая или без трансформации. Параметр <Точность> характеризует отклонение трансформированной траектории от идеальной в миллиметрах (дюймах).
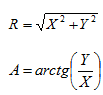
Полярное преобразование выполняется по следующим формулам:
 ,
,
где:
R – положение радиальной оси,
A – положение поворотной оси,
X – положение первой линейной оси,
Y – положение второй линейной оси.
Соответствующие поля позволяют задать какие из осей станка будут выступать в качестве радиальной, поворотной и т.д. Значения по умолчанию для этих параметров прописаны в схеме станка.
Современные стойки ЧПУ имеют встроенные функции полярной интерполяции. То есть описанное выше преобразование выполняется не в CAM-системе, а в стойке станка, В этом случае управляющая программа пишется в терминах [X,Y,Z], а преобразование [X,Y,Z] => [X,C,Z] выполняется непосредственно на стойке. Управляющая программа в таком случае имеет следующий вид:
Позиционирование в начальную координату запрограммированное в осях станка.
Включение режима полярной интерполяции.
Обход контура запрограммированный в координатах X,Y,Z.
Выключение режима полярной интерполяции.
Соответствующие команды для наиболее распространенных стоек ЧПУ представлены ниже:
|
Стойка |
Команда включения режима полярной интерполяции |
Команда выключения режима полярной интерполяции |
|
FANUC, Mоri Seiki, HAAS и др. |
G112 |
G113 |
|
Sinumeric |
TRANSMIT |
TRAOFF |
|
Heidenhain |
— |
— |
Если установлен параметр Станок –> Стойка ЧПУ –> Поворотные преобразования –> Стойка поддерживает полярную интерполяцию, то на панели будет доступен параметр <Интерполяция стойкой>. При включенном параметре <Интерполяция стойкой> программа в полярной системе координат будет генерироваться с использованием команд включения/выключения полярной интерполяции.