Drilling cycle G88 <W5DBore8>
Drilling cycle type <W5DBore8(488)> (G88) drills holes with rapid approach to the safe level, dwell at hole bottom level, spindle stop and manual retract to the safe plane level.
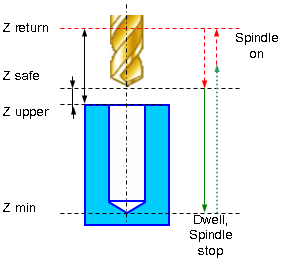
Drilling cycle G88 consist of the following steps:
Rapid tool motion to the hole center at the <Z return> level.
Rapid descend to the <Z safe> level.
Work feedrate motion to the <Z min> level.
<Dwell> at the <Z min> level.
<Spindle stop>.
Manual tool retract to the <Z return> level.
Restore the spindle rotation direction and speed.
Parameters:
|
Description |
||
|
CLD[1] |
CLD.SubCmd |
Command type: ON(71) – canned cycle on, CALL(52) – canned cycle call, OFF(72) – canned cycle off. |
|
CLD[2] |
CLD.SubType |
Canned cycle type identifier: W5DBore8(488) (G88). |
|
CLD[3] |
CLD.CLParams(1) |
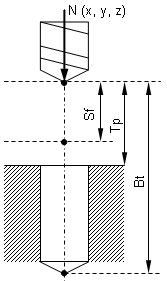
Nx, X coordinate of the tool normal vector |
|
CLD[4] |
CLD.CLParams(2) |
Ny, Y coordinate of the tool normal vector |
|
CLD[5] |
CLD.CLParams(3) |
Nz, Z coordinate of the tool normal vector |
|
CLD[6] |
CLD.CLParams(4) |
Sf, Normal distance from current tool position to the safe plane level |
|
CLD[7] |
CLD.CLParams(5) |
Tp, Normal distance from current tool position to the hole top level |
|
CLD[8] |
CLD.CLParams(6) |
Bt, Normal distance from current tool position to the hole bottom level |
|
CLD[9] |
CLD.CLParams(7) |
Work feed measurements: 0 – mm/rev, 1 – mm/min |
|
CLD[10] |
CLD.CLParams(8) |
Work feed value |
|
CLD[11] |
CLD.CLParams(9) |
Approach feed measurements: 0 – mm/rev, 1 – mm/min |
|
CLD[12] |
CLD.CLParams(10) |
Approach feed value |
|
CLD[13] |
CLD.CLParams(11) |
Return feed measurements: 0 – mm/rev, 1 – mm/min |
|
CLD[14] |
CLD.CLParams(12) |
Return feed value |
|
CLD[15] |
CLD.CLParams(13) |
Delay at the bottom level in seconds |
|
CLD[50] |
CLD.CLParams(48) |
What spindle is used to machining: 1 - driven tool, 2 - workpiece spindle (lathe). |
See also: