Lathe drilling with chip breaking cycle <BRKCHP>
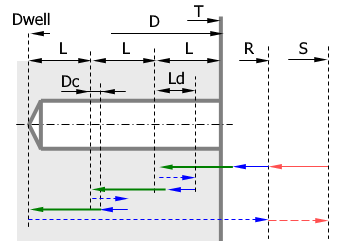
Deep drilling cycle with tool returns for chip breaking <BRKCHP(288)> is used to machine axial holes with static tool in the spindle rotated workpiece. The cycle consists of:
Rapid approach to the axial safe plane level S.
Travel to the return level R.
Travel to the level of previous drill (equals the hole top level for the first drill) with Decelation (Dc).
Work feedrate motion to the length L distance.
Dwell for the specified time.
Tool retraction to the specified retraction distance Ld.
Repeat of steps 3 to 6 until the full hole depth is reached.
Return to the safe level R.
Rapid return to safe plane level S.
Drill step is decreased at each iteration for the specified value if decrease value is not zero.
Parameters:
|
Description |
||
|
CLD[1] |
CLD.SubCmd |
Command type: ON(71) – canned cycle on, CALL(52) – canned cycle call, OFF(72) – canned cycle off. |
|
CLD[2] |
CLD.SubType |
Canned cycle type identifier: BRKCHP(288). |
|
CLD[3] |
CLD.CLParams(1) |
Upper level of hole (T). |
|
CLD[4] |
CLD.CLParams(2) |
Hole depth from upper level (D). |
|
CLD[5] |
CLD.CLParams(3) |
Return level (R). |
|
CLD[6] |
CLD.CLParams(4) |
Safe level (S). |
|
CLD[7] |
CLD.CLParams(5) |
Delay at low level in seconds (Dwell). |
|
CLD[8] |
CLD.CLParams(6) |
Feed rate type: 0 – mm/rev, 1 – mm/min. |
|
CLD[9] |
CLD.CLParams(7) |
Work feed. |
|
CLD[10] |
CLD.CLParams(8) |
Return feed. |
|
CLD[11] |
CLD.CLParams(9) |
Step for breaking bore chip (L) |
|
CLD[12] |
CLD.CLParams(10) |
Deceleration (Dc) |
|
CLD[13] |
CLD.CLParams(11) |
Return for breaking (Ld) |
|
CLD[14] |
CLD.CLParams(12) |
Decrease step L for next iteration |
See also: