Типы резьбовых циклов
Траектория для нарезания резьбы может выводиться в различных форматах. Рассмотрим каждый из них отдельно.
Цикл многопроходного нарезания резьбы (ISO G76) позволяет одним кадром управляющей программы задать все параметры, необходимые станку для нарезания резьбы. При этом т требуемая глубина резьбы достигается автоматически выполнением нескольких проходов. Среди параметров цикла имеются такие как координаты начальной и конечной точек резьбы, угол конуса (для конических резьб), размер фаски под выход инструмента, углы профиля, глубина резьбы, количество проходов, стратегия врезания и др. За подробной информацией обращайтесь к документации стойки ЧПУ.
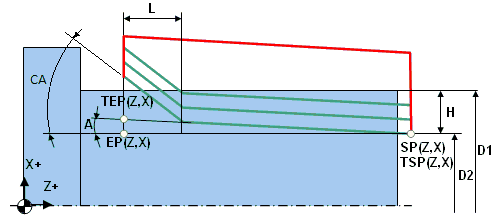
G01 X70 Z5.0 F1.0 M08 (Подвод в начальную точку цикла)G76 P010060 G76 X57.4 Z-24.0 P1.3 Q0.35 F2.0 (Вызов цикла многопроходного нарезания резьбы G76) G00 X200.0 Z150.0 M09 (Отвод инструмента) Цикл точения резьбы за один проход ISO G92 (в разных стойках может иметь обозначения G92, G78, G21 и др.) генерирует замкнутую последовательность ходов для одного прохода нарезания резьбы. Схема выполнения показана на рисунке ниже. Перед вызовом цикла инструмент находится в точке Start. Цикл вызывается одним кадром управляющей программы, в котором указывается конечная точка резьбы, шаг, размер конусности, фаски и др. В результате выполнения этого кадра инструмент из точки Start опустится в точку TSP, произведет нарезание резьбы до точки TEP и вернется в точку Start. Т.к. нарезание резьб обычно выполняют за несколько проходов, управляющая программа часто состоит из нескольких вызовов цикла с разным значением диаметра резьбы.
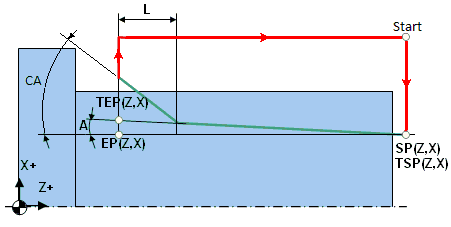
X60.0 Z20.0 M08 G01 Z10.0 F1.0 (Подход к точке Start)G92 X29.4 Z-52.0 F2.0 (Вызов цикла одного прохода нарезания резьбы)X28.9 (Модальный вызов цикла G92 с другим значением диаметра)X28.5 (Модальный вызов цикла G92 с другим значением диаметра) X28.1 (Модальный вызов цикла G92 с другим значением диаметра)X27.8 (Модальный вызов цикла G92 с другим значением диаметра)X27.56 (Модальный вызов цикла G92 с другим значением диаметра)X27.36 (Модальный вызов цикла G92 с другим значением диаметра)X27.26 (Модальный вызов цикла G92 с другим значением диаметра)G00 X200.0Z150.0M09 (Отвод инструмента)Развернутое нарезание резьбы производится с использованием команды ISO G32/G33 (в разных стойках ЧПУ может иметь различное обозначение). Выполнение данной команды активирует режим непрерывного нарезания цилиндрической или конической резьбы с постоянным шагом. В этом режиме включается синхронизация между перемещением инструмента и вращением шпинделя. Все последующие перемещения инструмента до ближайшей команды переключения интерполяции или режима ускоренных перемещений будут совершаться в данном режиме нарезания резьбы. Если инструмент совершает перемещение параллельно оси вращения шпинделя, то формируется цилиндрическая резьба. Если инструмент перемещается одновременно вдоль оси и перпендикулярно оси вращения получается участок конической резьбы. Возможно и нарезание специальной торцевой резьбы, когда инструмент совершает перемещения только перпендикулярно оси вращения шпинделя. В этом случае на торце формируется канавка в форме спирали Архимеда.
Команда G32/G33 не генерирует никаких перемещений, поэтому все перемещения резания инструмента, а также подводы, отводы и переходы к следующему проходу должны программироваться в управляющей программе явно.
G00 X60.0 Z10.0 M08 (Подвод инструмента в точку Start) G00 X29.4 (Подвод к началу прохода 1)G32 Z-52.0 F2.0 (Резание в режиме синхронизации со шпинделем)G00 X60.0 (Возврат в точку Start)Z10.0 X28.9 (Подвод к началу прохода 2)G32 Z-52.0 (Резание в режиме синхронизации со шпинделем)G00 X60.0 (Возврат в точку Start)Z10.0 X28.5 (Подвод к началу прохода 3)G32 Z-52.0 (Резание в режиме синхронизации со шпинделем)G00 X60.0 (Возврат в точку Start)Z10.0 X28.1 (Подвод к началу прохода 4)G32 Z-52.0 (Резание в режиме синхронизации со шпинделем)G00 X60.0 (Возврат в точку Start)Z10.0 X27.8 (Подвод к началу прохода 5)G32 Z-52.0 (Резание в режиме синхронизации со шпинделем)G00 X60.0 (Возврат в точку Start)Z10.0 X27.56 (Подвод к началу прохода 6) G32 Z-52.0 (Резание в режиме синхронизации со шпинделем)G00 X60.0 (Возврат в точку Start)Z10.0 X27.36 (Подвод к началу прохода 7)G32 Z-52.0 (Резание в режиме синхронизации со шпинделем)G00 X60.0 (Возврат в точку Start)Z10.0 X27.26 (Подвод к началу прохода 8)G32 Z-52.0 (Резание в режиме синхронизации со шпинделем)G00 X60.0 (Возврат в точку Start)Z10.0X200.0 Z150.0 M09 (Отвод инструмента)