Цилиндрическая интерполяция
Функция цилиндрической интерполяции доступна в операциях: 2D контур, выборка, 2.5D выборка, 2.5D обработка стенок.
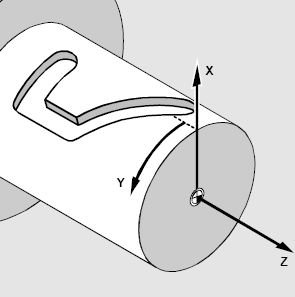
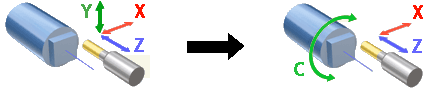
Цилиндрическая интерполяция позволяет выполнять фрезерную обработку на цилиндрической поверхности по имеющейся развертке. Развертка программируется в координатах [X,Y,Z] а обработка цилиндра выполняется в координатах [X,C,Z]. Функция цилиндрической трансформации осуществляет преобразование [X,Y,Z] => [X,C,Z].
Возможность обработки на поверхности цилиндра определяется конструктивным устройством станка:
Необходимо наличие <Поворотной оси> (стола или шпинделя), которая обеспечивает поворот заготовки.
Ось вращения заготовки должна быть перпендикулярна оси вращения инструмента.
Ось инструмента должна пересекать ось вращения детали
Необходимо наличие <Радиальной оси>, которая обеспечивает линейное перемещение инструмента относительно заготовки в плоскости перпендикулярной оси вращения
Необходимо наличие <Продольной оси>, которая обеспечивает линейное перемещение инструмента вдоль оси вращения детали.
При соблюдении перечисленных условий в схеме и установленном параметре станка Станок –> Стойка ЧПУ –> Поворотные преобразования –> Цилиндрическая интерполяция доступна на странице <Преобразования> появится следующая панель:
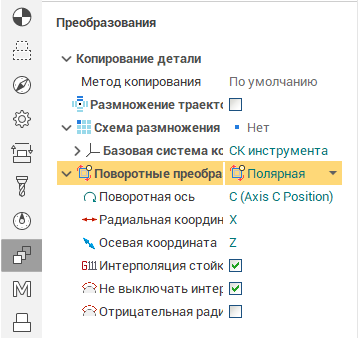
Поле <Режим> позволяет выбрать режим трансформации траектории: <Полярная>, <Цилиндрическая> или <Без трансформации>. Параметр <Точность> характеризует отклонение трансформированной траектории от идеальной в миллиметрах (дюймах).
Цилиндрическое преобразование выполняется по формуле:
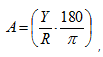
где:
А – положение поворотной оси в градусах,
Y – положение виртуальной оси развертки, соответствующей поворотной оси,
R – радиус цилиндрической поверхности.
Соответствующие поля позволяют задать какие из осей станка будут выступать в качестве радиальной, поворотной и т.д. Значения по умолчанию для этих параметров прописаны в схеме станка.
Современные стойки ЧПУ имеют встроенные функции цилиндрической интерполяции. То есть описанное выше преобразование выполняется не в CAM-системе, а в стойке станка, В этом случае управляющая программа пишется в терминах развертки [X,Y,Z], а преобразование [X,Y,Z] => [X,C,Z] выполняется непосредственно на стойке. Управляющая программа в таком случае имеет следующий вид:
Позиционирование в начальную координату запрограммированное в осях станка
Включение режима цилиндрической интерполяции с указание радиуса цилиндра.
Обход контура запрограммированный в координатах развертки X,Y,Z
Выключение режима цилиндрической интерполяции
Соответствующие команды для наиболее распространенных стоек ЧПУ представлены ниже:
|
Стойка |
Команда включения режима цилиндрической интерполяции |
Команда выключения режима цилиндрической интерполяции |
|
FANUC, Mоri Seiki, HAAS и др. |
G07.1 (G107) |
G07.1 (G107) |
|
Sinumeric |
TRACYL |
TRAOFF |
|
Heidenhain |
Cycle 27 |
— |
Если установлен параметр Станок –> Стойка ЧПУ –> Поворотные преобразования –> Стойка поддерживает цилиндрическую интерполяцию, то на панели будет доступен параметр <Интерполяция стойкой>. При включенном параметре <Интерполяция стойкой> программа в полярной системе координат будет генерироваться с использованием команд включения/выключения полярной интерполяции.
При установленном параметре <Разрешить быстрые перемещения внутри блока интерполяции> интерполяция включается в начале и выключается в конце траектории инструмента. При отключенном параметре интерполяция стойкой начнётся перед рабочей подачей и закончится перед быстрым перемещением.