Дисковый инструмент
В группе операций дисковым инструментом доступны два типа инструмента в зависимости от вида их крепления.
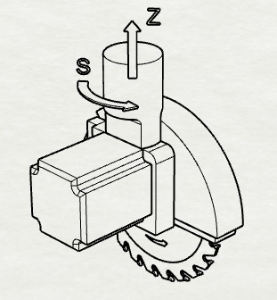
Saw Blade.
Данный тип инструмента предполагает наличие оси S (ось поворота инструмента относительно оси Z). Ось Z данного типа инструмента направлена вдоль плоскости вращения инструмента.
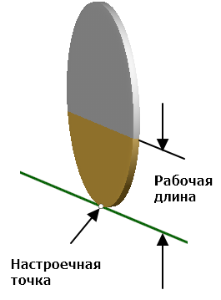
Настроечная точка данного типа инструмента располагается на кромке пилы в отличии от инструмента типа Milling Tool, у которого эта точка расположена на торце инструмента на оси его вращения. У инструмента типа Saw Blade также есть параметр "Рабочая длинна", определяющая высоту рабочей области пилы доступную для работы. Предполагается что остальная часть инструмента закрыта кожухом. Этот параметр напрямую влияет на формирования траектории и она формируется таким образом, чтобы нерабочая область инструмента не участвовала в съеме материала заготовки.
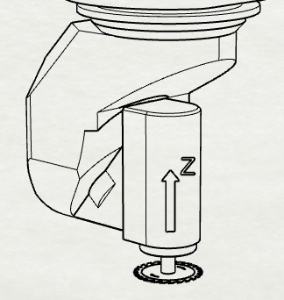
Milling Tool.
Этот тип инструмента представляет собой обычную фрезу большого диаметра и малой высоты. Устанавливается в обычный шпиндель, в наличии оси S нет необходимости, так как ее функцию обеспечивают другие поворотные оси станка. Ось Z данного типа инструмента направлена по нормали к плоскости вращения инструмента.
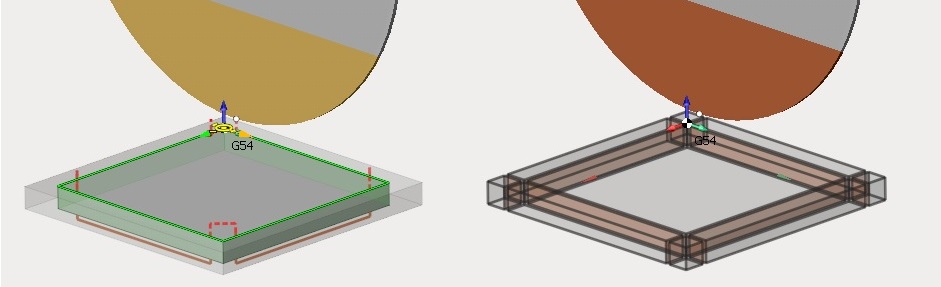
Отдельно следует рассмотреть следующий важный момент, связанный со спецификой операций пиления дисковой пилой. Если рассматривать пиление панели из дерева или мраморной плиты за один проход (сквозное) то на кромке панели в области выхода зубъев дисковой пилы из материала (в примере ниже это нижняя кромка) могут образовываться сколы и заусенцы (для материалов типа мрамора соответственно только сколы).
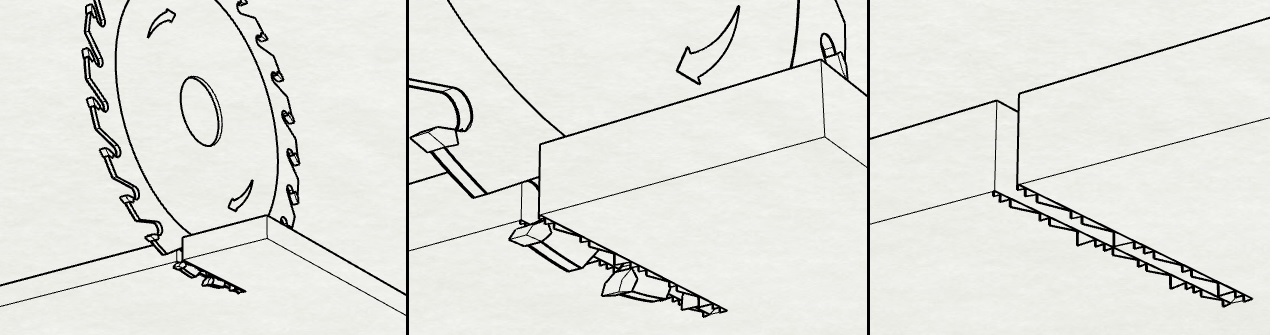
Во избежание этого (рассмотрим вариант за два прохода) первый проход пилы делается без выхода из материала на нижнем уровне панели (тем самым обеспечивая верхнюю кромку без дефектов так как верхний уровень панели будет зоной входа зубъев пилы в материал), а второй проход уже с выходом на нижнем уровне, но с движением инструмента в обратном направлении (либо в том же направлении но с поворотом оси S инструмента при использовании инструмента типа Saw Blade). Это позволяет и нижнюю кромку получить без дефектов, так как при такой стратегии нижний уровень панели во втором проходе будет зоной входа зубъев пилы в материал, а верхняя кромка уже будет сформирована на первом проходе.
Следующий момент, на который следует обратить внимание, это понятия перебегов на внешних углах и недоходов во внутренних углах.
Перебег на внешних углах позволяет увеличить длину траектории вдоль граней углов контура на заданную величину. Необходимость в этом возникает, когда нужно отрезать излишки заготовки вдоль граней контура.
Рассмотрим пример. Допустим, необходимо выпилить прямоугольную панель из заготовки с припуском.
Если не использовать параметр «Перебег на внешних углах», то полностью излишки материала будут отделены от детали только после прохода инструментом всех граней, так как траектория строится исходя из задачи получения заданного контура, а припуск заготовки не учитывается.
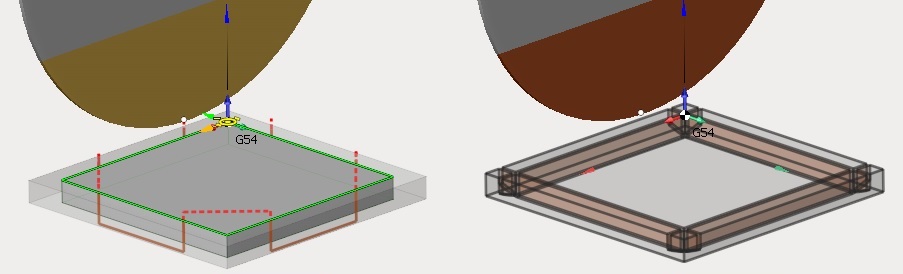
Используя же перебег, излишки материала можно отсекать при проходе каждой грани.
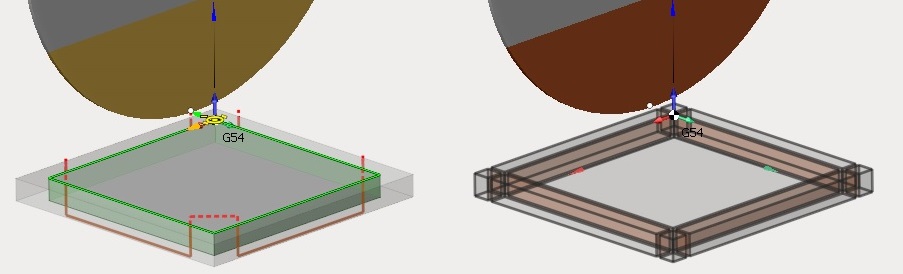
Другая задача стоит при обработке контура внутри. Без изменений параметров перебега траектория перемещения инструмента будет ограничиваться касанием профиля пилы угла контура на верхнем уровне заготовки.
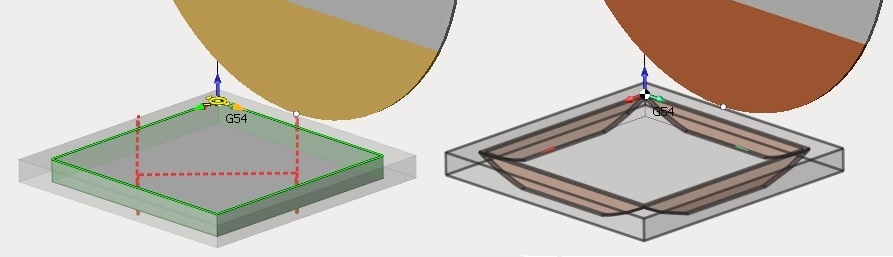
Используя же перебег, можно обеспечить полный контур детали как на верхнем уравне заготовки, так и на нижнем.