Выборка отверстия (W5DHolePocketing(491))
Метод предназначен для обработки круглых отверстий, диаметр которых намного больше диаметра инструмента. Выборка материала из отверстий производится слоями. Инструмент врезается по спирали к каждому слою, а затем расширяет отверстие до требуемого диаметра движением по спирали Архимеда с чистовым проходом фрезы по окружности. Спиральная траектория инструмента аппроксимируется дугами окружностей.
Выборка круглого колодца включает в себя следующие шаги.
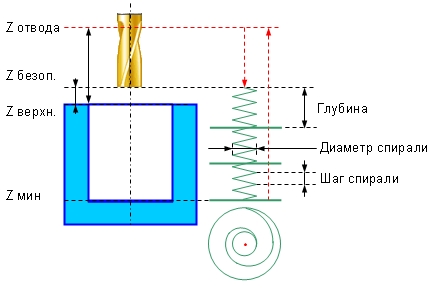
Ускоренный подвод инструмента к центру отверстия на уровне <Z отвода>.
Опускание на ускоренном ходу до <Z безопасной>.
Врезание по спирали на <Глубину резания Z>. <Диаметр спирали Ds> задается в процентах от диаметра инструмента, а скорость опускания инструмента определяется углом врезания <a> или <Шагом спирали Hi>.
Движение по спирали Архимеда на этом уровне S> до выхода оси вращения инструмента на окружность с диаметром равным разности между диаметром отверстия и диаметром инструмента.
Чистовой проход по окружности указанного диаметра без изменения уровня.
Повторение предыдущих 3-х шагов до достижения требуемой глубины отверстия, с переходом к точке начала следующего врезания без изменения уровня.
Отход к центру отверстия.
Подъем на ускоренной подаче до уровня <Z отвода>.
Направление закручивания спирали определяется параметром <Направл. спирали>. Он может принимать следующие значения.
<Правое>. Спираль закручена вправо. При взгляде сверху инструмент совершает вращения вокруг оси отверстия по часовой стрелке.
<Левое>. Спираль закручена влево. При взгляде сверху инструмент совершает вращения вокруг оси отверстия против часовой стрелки.
<Встречное>. Направление закручивания спирали зависит от направления вращения шпинделя инструмента и соответствует встречному типу фрезерования. При встречном типе фрезерования направление вращения инструмента и направление спирали противоположны друг другу.
<Попутное>. Направление закручивания спирали зависит от направления вращения шпинделя инструмента и соответствует попутному типу фрезерования. При попутном типе фрезерования направление вращения инструмента и направление спирали совпадают.
Примечание: Направление вращения инструмента задается на странице <Инструмент> окна параметров операции.
Шаг спирали задается в одноименном поле панели <Параметры выборки>. Если в выпадающем списке выбрать пункт <Угол врезания (a)>, то шаг определяется углом наклона спирали в градусах и зависит от заданного диаметра спирали. При выборе пункта <Расстояние (Hi)> шаг задается как фиксированное значение в виде расстояния в текущих единицах измерения системы (мм или дюймах).
Для врезания по спирали может оказаться полезной функция, переключаемая галочкой <Округлить кол-во оборотов до целого>. При ее включении шаг спирали пересчитывается таким образом, чтобы на глубине резания уместилось целое число витков спирали, ближайшее к количеству витков, которое получается при заданном шаге.
Глубина спирального врезания к следующему слою может задаваться в поле <Глубина резания (Z)> различными способами.
<Расстояние>. Глубина врезания задается абсолютным значением в текущих единицах измерения системы
<% D инстр.> Глубина врезания указывается в процентах от диаметра инструмента.
<Количество> В числовом поле справа указывается количество слоев. Глубина врезания распределяется равномерно по всей глубине отверстия таким образом, чтобы получилось заданное количество слоев.
Диаметр спирали врезания задается в процентах от диаметра инструмента в поле <Диаметр спирали (Ds, %D инстр.)>. Шаг спирали Архимеда также задается в процентах от диаметра инструмента в поле <Шаг спирали Архимеда (S, %D инстр.)>.
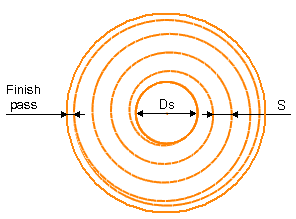
При включении галочки <Чистовой ход> перед выполнением окончательного прохода по окружности на каждом слое будет произведен дополнительный проход по окружности с припуском, который задается в числовом поле рядом. Это позволяет обеспечить равномерность толщины снимаемого слоя материала на окончательном проходе.
Сопутствующие ссылки: