Ломка стружки (G73, W5DChipBreaking (473))
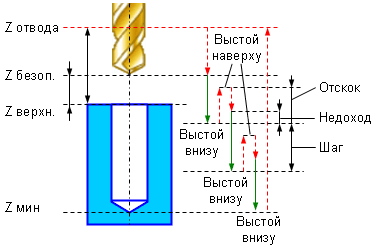
Производится подход инструмента к центру отверстия на расстоянии <Z отвода>. Затем осуществляется циклическое сверление с периодическим небольшим отводом инструмента с целью прерывания процесса образования стружки.
Цикл включает в себя следующее.
Ускоренный подвод инструмента к центру отверстия на уровне <Z отвода>.
Опускание на ускоренной подаче до <Z безопасной>.
Рабочий ход на глубину равную параметру <Шаг (S)>.
Выстой инструмента продолжительностью <Выстой внизу>.
Ускоренный отвод инструмента на величину <Отскок (Ld)>.
Выстой инструмента продолжительностью <Выстой наверху>.
Ускоренное перемещение до уровня, достигнутого на предыдущем рабочем ходе, с небольшим недоходом до него на величину <Недоход (Dcl)>.
Рабочий ход на расстояние <Недоход (Dcl)> плюс <Шаг (S)>.
Выстой инструмента продолжительностью <Выстой внизу>.
Повторение предыдущих пяти шагов до достижения полной глубины отверстия.
Ускоренный возврат инструмента до уровня <Z отвода>.
На панели <Параметры ломки стружки> можно задать величину шага, недохода и отскока. Шаг в соответствующем выпадающем списке может быть задан различными способами.
<Расстояние>. В данном случае величина шага определяется непосредственно введенным значением.
<Количество>. В числовом поле указывается количество опусканий инструмента. Величина шага распределяется равномерно таким образом, чтобы в результате заданного количества опусканий была достигнута конечная глубина отверстия.
<Процент>. Величина шага задается в процентах от диаметра инструмента.
При включенной галочке <Уменьшение глубины> с каждым последующим опусканием инструмента величина шага будет уменьшаться на заданную величину, иначе шаг будет оставаться постоянным. Уменьшение шага происходит пока не будет достигнуто значение, определяемое параметром <Минимальный шаг>.

Продолжительность выстоев инструмента определяется на панели <Задержка> в полях <Выстой наверху> и <Выстой внизу>. В зависимости от выбранного в выпадающем списке пункта величина задержки может задаваться в секундах, либо количеством оборотов инструмента. В последнем случае количество оборотов автоматически пересчитывается в секунды через установленную скорость вращения шпинделя. При выборе пункта <Выкл.> соответствующий выстой не производится.

Сопутствующие ссылки: