Режимы обработки в эрозионных операциях и операции Резка 4D
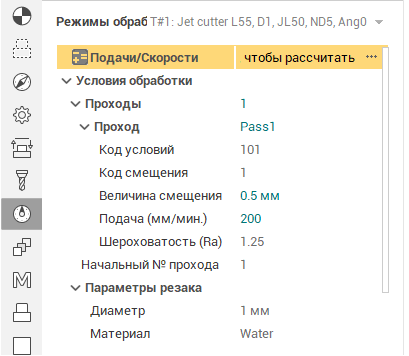
Определение режимов обработки для электроэрозионных операций производится в окне параметров операции на странице <Режимы>, которое открывается после нажатия на кнопку <Параметры> в режиме <Технология>, либо из контекстного меню операции.
Современные системы ЧПУ электроэрозионных станков могут поддерживать различные механизмы задания условий обработки, однако большинство из них предполагают приблизительно следующий механизм. Одновременно существует множество параметров, характеризующих конкретные условия обработки. В зависимости от высоты и материала заготовки, диаметра и материала проволоки, требующейся шероховатости поверхности, могут задаваться определенные мощностные характеристики (частота, сила тока, режимы работы генератора и т.п.), скорость подачи проволоки, величина смещения проволоки для компенсации и др. Обычно производители оборудования закладывают в стойку ЧПУ определенную таблицу параметров обработки (либо предоставляют механизм заполнения этой таблицы), и каждому такому набору параметров присваивают определенный код. Затем при составлении управляющей программы, когда необходимо задать условия обработки, в соответствующие регистры просто заносятся данные коды. Стойка автоматически сопоставляет коды с конкретными параметрами обработки.
В системе SprutCAM информация об условиях обработки, специфичная для каждого конкретного станка, может быть заполнена и сохранена в специальной библиотеке режимов резания. Данная библиотека сохраняется в отдельный файл с расширением *.csv. Имя текущего файла библиотеки отображается на панели <Библиотека> в поле <Имя>. В выпадающем списке данного поля можно выбрать одну из библиотек, находящихся в стандартной папке библиотек SprutCAM. Если необходимо выбрать библиотеку из другого места, то это можно сделать в стандартном диалоговом окне, которое открывается по нажатию кнопки  . В поле <Комментарий> отображается вспомогательная текстовая информация о выбранной библиотеке.
. В поле <Комментарий> отображается вспомогательная текстовая информация о выбранной библиотеке.
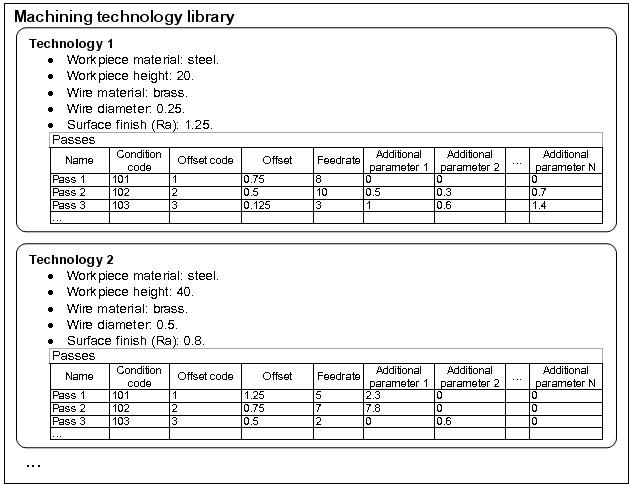
В библиотеке режимов резания хранится так называемый список технологий обработки. Каждая технология обработки содержит следующий набор параметров:
<Технология> – уникальный текстовый идентификатор технологии обработки.
<Высота заготовки> – высота обрабатываемой заготовки.
<Диаметр проволоки> – диаметр проволоки для данной технологии.
<Шероховатость (Ra)> – шероховатость поверхности, обеспечиваемая данной технологией обработки.
<Материал заготовки> – материал заготовки, для обработки которого предназначена данная технология.
<Материал проволоки> – материал проволоки, посредством которой производится обработка.
<Список проходов> – представляет собой список проходов с указанием параметров обработки для каждого прохода.
Под термином <Проход> (Pass) здесь понимается один проход, производимый проволокой вдоль контура, с которым сопоставлен приведенный ниже набор параметров.
<Имя прохода> – текстовое описание прохода.
<Код условий> – специфичное для каждого конкретного станка значение, которое соответствует номеру регистра в стойке ЧПУ, определяющего условия обработки (обычно используются регистры <C>, <E>, <S>). За более подробной информацией о кодах условий обработки обратитесь к документации вашего станка.
<Код смещения> – номер регистра смещения проволоки (номер корректора на радиус). За более подробной информацией Вы можете обратиться к документации вашего станка.
<Величина смещения> – величина смещения проволоки, соответствующая заданному коду смещения. Она учитывает радиус проволоки, величину пережогов и индивидуальный припуск каждого прохода. Эта величина передается в постпроцессор и может быть использована для инициализации регистров, отвечающих за смещение проволоки (обычно регистры <H> или <D>). Величина смещения совместно с общим припуском операции используется системой SprutCAM для моделирования коррекции на радиус.
<Подача> – подача проволоки (измеряется в мм/мин или в дюйм/мин в зависимости от текущих системных настроек). Большинство электроэрозионных станков не используют подачу, однако значение подачи доступно, если потребуется для конкретной стойки ЧПУ. Данное значение также используется внутри SprutCAM для расчета машинного времени.
<Дополнительные параметры> – массив дополнительных параметров прохода. Каждый из дополнительных параметров представлен строкой <Параметр> – <Тип> – <Значение>. Здесь <Параметр> – текстовое описание параметра, <Тип> – тип параметра (целый или дробный), <Значение> – числовое значение параметра. Данный массив параметров, наряду с другими параметрами прохода, передается в постпроцессор (посредством команды <PPFUN WEDMConditions(56)>), где может быть использован в специфических для каждого конкретного случая целях.
Работа с библиотекой режимов производится на странице <Библиотека технологий обработки>:
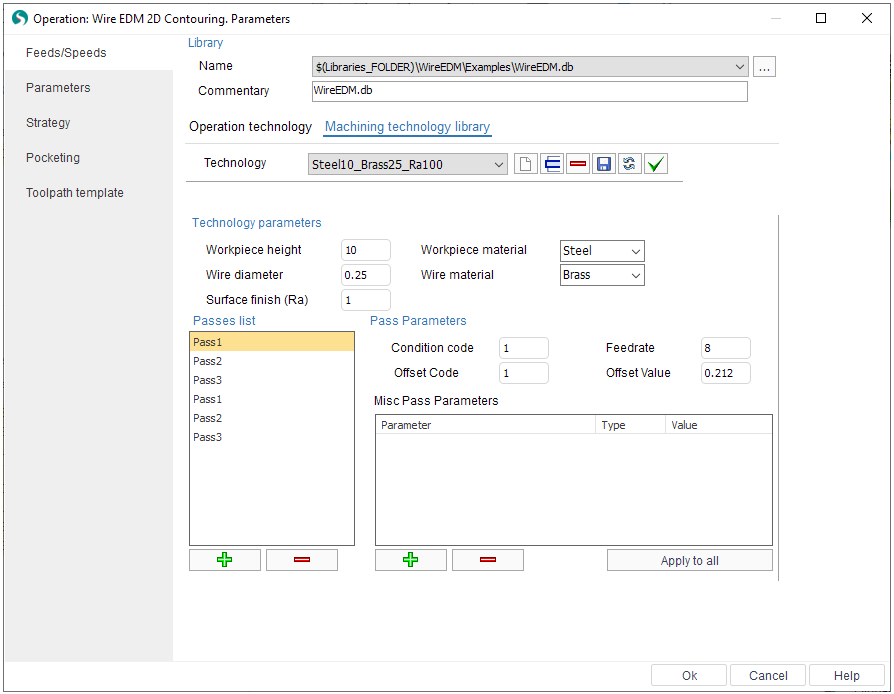
В каждый конкретный момент редактируется только одна активная технология библиотеки. Ее имя отображается в поле <Технология>. В выпадающем списке того же поля отображается список всех технологий, которые имеются в текущей библиотеке. Для работы с ним предусмотрены следующие кнопки:
 <Новая технология> – добавляет новую технологию в список.
<Новая технология> – добавляет новую технологию в список. <Переименовать технологию> – позволяет переименовать активную технологию обработки.
<Переименовать технологию> – позволяет переименовать активную технологию обработки. <Удалить технологию> – удаляет активную технологию из списка.
<Удалить технологию> – удаляет активную технологию из списка. <Сохранить библиотеку> – сохраняет изменения, произведенные в технологиях, в файл библиотеки.
<Сохранить библиотеку> – сохраняет изменения, произведенные в технологиях, в файл библиотеки. <Перезагрузить библиотеку> – заново загружает информацию из файла библиотеки. Все не сохраненные изменения, произведенные в технологиях, будут потеряны.
<Перезагрузить библиотеку> – заново загружает информацию из файла библиотеки. Все не сохраненные изменения, произведенные в технологиях, будут потеряны. <Выбрать технологию> – копирует параметры активной технологии из библиотеки в технологию операции.
<Выбрать технологию> – копирует параметры активной технологии из библиотеки в технологию операции.
Редактирование параметров текущей технологии производится путем непосредственного изменения значений в полях на панели <Параметры технологии>. Панель <Список проходов> отображает на экране имена проходов, которые имеются в активной технологии. Для добавления и удаления проходов в нижней части панели имеются кнопки:
 <Добавить проход> – добавляет новый проход в список.
<Добавить проход> – добавляет новый проход в список. <Удалить проход> – удаляет выделенный проход из списка.
<Удалить проход> – удаляет выделенный проход из списка.
При выделении одного из проходов в данном списке справа на панели <Параметры прохода> показываются его свойства. Как уже было сказано выше, кроме основных параметров у прохода имеются дополнительные, состав которых может меняться пользователем. Таблица этих параметров отображается на панели <Дополнительные параметры>. Ввод имен и значений параметров осуществляется после щелчка (либо двойного щелчка) мышью по соответствующей ячейке таблицы. Внизу панели расположены кнопки управления таблицей:
-
<Добавить параметр> – добавляет новую строку в таблицу дополнительных параметров выделенного прохода.
-
<Удалить параметр> – удаляет активную строку из таблицы дополнительных параметров выделенного прохода.
 – копирует таблицу дополнительных параметров выделенного прохода во все другие проходы активной технологии.
– копирует таблицу дополнительных параметров выделенного прохода во все другие проходы активной технологии.
Каждая электроэрозионная операция SprutCAM имеет среди своих параметров собственную технологию обработки, которая содержит тот же набор свойств, что и технология из библиотеки режимов обработки. При расчете операция руководствуется той технологией, которая имеется в ее параметрах и никак не взаимодействует с библиотекой. Поэтому, чтобы применить активную технологию из библиотеки, необходимо обязательно скопировать ее параметры в операцию, нажав кнопку
. Свойства технологии операции отображаются на странице <Технология операции>. Они могут быть отредактированы, даже если библиотека режимов резания не заполнена. Заполнять библиотеку можно не только на странице <Библиотека технологий обработки>, но и со страницы операции. Кнопка
позволяет сохранить текущие свойства технологии операции в библиотеку.
Если библиотека режимов обработки заполнена, то для быстрого поиска технологии обработки с нужными параметрами организована функция подбора ближайшей технологии. При нажатии на кнопку  система анализирует значения полей, расположенных на странице <Технология операции> и ищет среди всех технологий библиотеки ту, свойства которой наиболее подходят к введенным. Алгоритм поиска приблизительно следующий. Среди всех технологий библиотеки выбираются те, где материал заготовки, материал и диаметр проволоки в точности соответствуют заданным. Затем среди найденных ищется технология, способная обеспечить более высокий, но в тоже время самый близкий к указанному, показатель шероховатости поверхности. При этом учитывается, что высота заготовки технологии также должна быть не меньше заданной и наиболее близкой. Если в результате удалось найти подходящую технологию, то система переходит на страницу <Библиотека технологий обработки> и активирует найденную технологию. Теперь, чтобы применить эту технологию к операции, необходимо нажать кнопку
. Система снова переключится на страницу <Технология операции>, где можно будет подогнать, если нужно, конкретные параметры технологии под конкретный случай обработки.
система анализирует значения полей, расположенных на странице <Технология операции> и ищет среди всех технологий библиотеки ту, свойства которой наиболее подходят к введенным. Алгоритм поиска приблизительно следующий. Среди всех технологий библиотеки выбираются те, где материал заготовки, материал и диаметр проволоки в точности соответствуют заданным. Затем среди найденных ищется технология, способная обеспечить более высокий, но в тоже время самый близкий к указанному, показатель шероховатости поверхности. При этом учитывается, что высота заготовки технологии также должна быть не меньше заданной и наиболее близкой. Если в результате удалось найти подходящую технологию, то система переходит на страницу <Библиотека технологий обработки> и активирует найденную технологию. Теперь, чтобы применить эту технологию к операции, необходимо нажать кнопку
. Система снова переключится на страницу <Технология операции>, где можно будет подогнать, если нужно, конкретные параметры технологии под конкретный случай обработки.
На той же закладке имеется параметр <Начальный № прохода>. Он позволяет задавать номер прохода технологии, с которого будет начинаться обработка. По умолчанию задается значение 1. Однако возникают случаи, когда бывает необходимо производить обработку по определенной технологии, но не с самого начала. Такая потребность может возникнуть, например, в случае разделения обработки одного участка детали на несколько операций. Тогда в стратегии первой операции число проходов задается меньше, чем имеется в технологии, а в последующей операции указывается начальный номер прохода отличный от 1. Приближенная последовательность выполнения проходов с указанием их номеров отображается на информационной панели <Список проходов> закладки <Стратегия> окна параметров операции.
Сопутствующие ссылки: