Расширенная обработка канавок
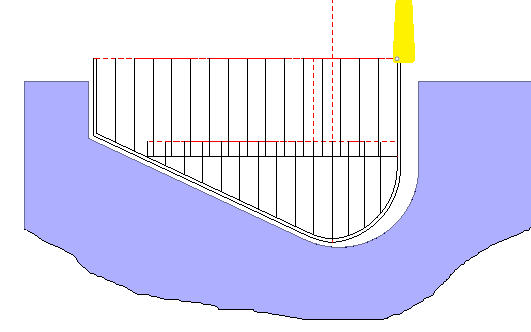
Элемент Канавки формирует сложную траекторию для обработки всех типов канавок, получаемых при токарной обработке. Возможна получение наружных, внутренних, торцевых и наклонных канавок.
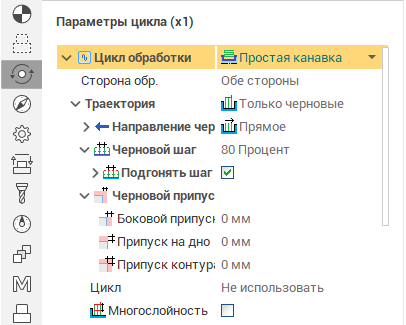
Параметры цикла определяются в окне свойств, представленном ниже.
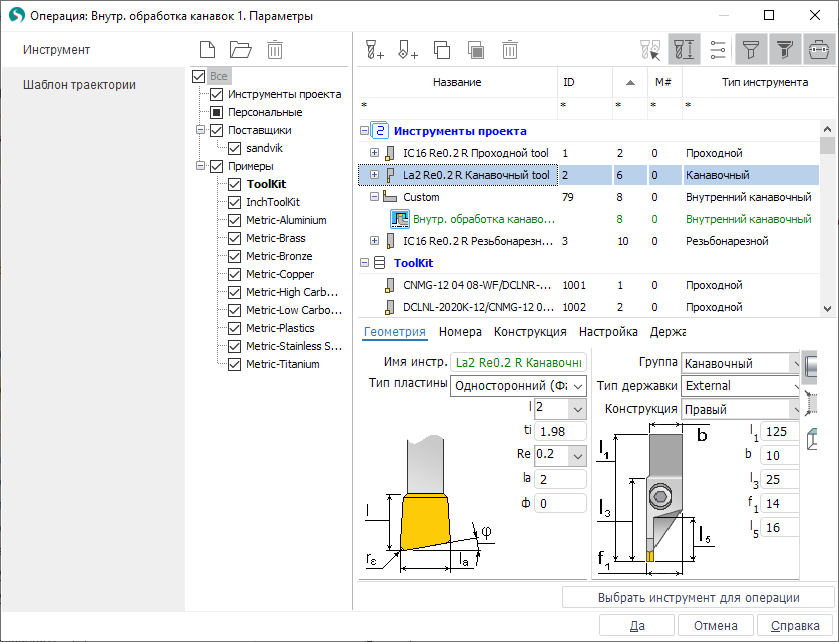
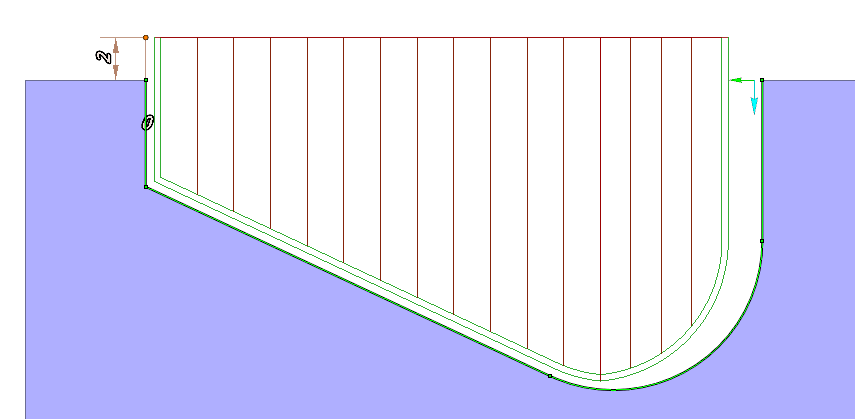
Цикл определяет самую нижнюю точку канавки и обрабатывает обе ее стороны различными режущими кромками инструмента. Каждая сторона обрабатывается сверху-вниз, от края контура ко дну канавки. Режущие кромки определяются в окне задания токарного инструмента, представленном ниже.
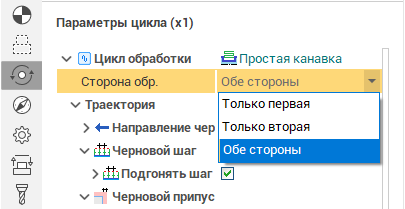
Параметр Сторона обработки позволяет выбирать обрабатываемые стороны канавки. Если выбрано 1ой точкой, то траектория формируется для только для стороны, которую инструмент касается первой настроечной точкой.
Цикл генерирует траекторию для черновой и чистовой обработки. Параметр траектория позволяет указать какие ходы должны быть сформированы.
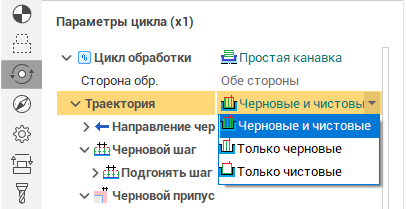
Если выбрано Только чистовые ходы, тогда будет формироваться траектория только для чистовой обработки, а в окне параметров будут показываться только параметры, влияющие на эту траекторию. Если выбрано - только черновые, то, соответственно, формируется только черновая траектория и показываются только ее параметры.
Безопасное расстояние определяет расстояние от верхнего уровня канавки до уровня ускоренных перемещений. редактирование безопасного расстояния возможно путем перетаскивания точки на графическом экране или путем прямого ввода в окно параметров.
Параметры чистовой траектории
Коррекция ширины пластины определяет способ использования корректоров.
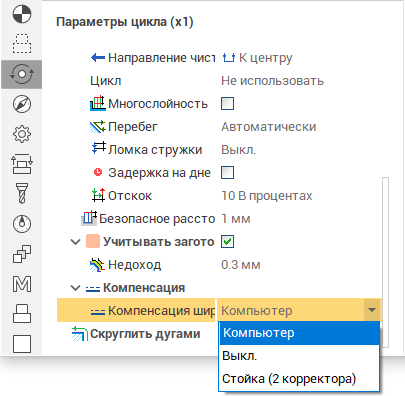
В режиме Компьютер траектория рассчитывается только на первый корректор .
Режим выкл. не реализован .
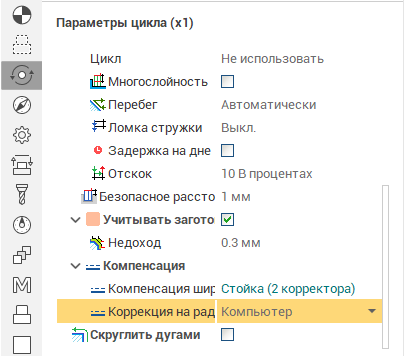
Режим 2 корректора формирует траекторию для двух корректоров.
Коррекция радиуса описана здесь.
Параметры черновой траектории
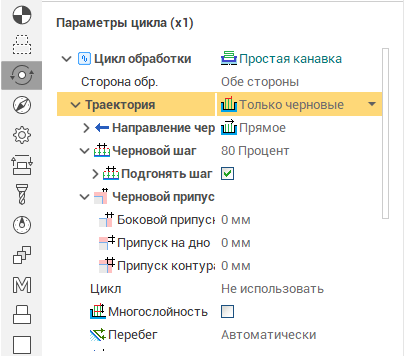
Черновой шаг определяет расстояние между черновыми проходами. Он может быть определен в процентах от ширины пластины или в единицах измерения длины. Если включена опция подгонять шаг, тогда SprutCAM автоматически изменяет шаг для достижения равномерной нагрузки на каждом черновом проходе. Максимальное отклонение шага определяет максимально допустимую разницу между заданным и выбранным автоматически шагом. Оно может также задаваться в процентах от ширины пластины или в единицах длины.
Опция Цикл позволяет использовать или не использовать циклы стойки, предназначенные для ручного программирования.
Черновой припуск определяет величину материала оставляемую для снятия на чистовом проходе.
Опция Многослойность используется для снятия чернового припуска за несколько проходов. Возможно указывать как ширину слоя, так и их количество.
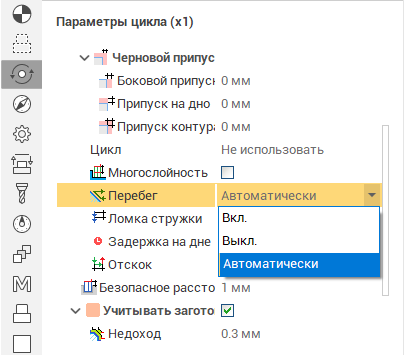
Если включена опция Перебег, то формируется дополнительный проход от конца каждого чернового прохода к концу предыдущего чернового прохода. В режиме Автоматически опция Перебег включена при включенной опции Многослойность. Опция Перебег не работает если указано использование циклов стойки.
Опция Ломка стружки может быть включена либо на первом, либо на каждом черновом проходе. Воз можно задавать количество отводов для ломки стружки, либо шаг для выполнения отводов. Величина отвода может задаваться в процентах от шага врезания или в единицах длины.
Опция Задержка на дне формирует паузу при достижении инструментом конца чернового прохода. Длительность паузы может определяться в секундах или оборотах заготовки.
Отскок инструмента для возврата на безопасный уровень может задаваться в единицах длины или в % от шага черновой обработки.
Функция Учитывать заготовку позволяет значительно снизить время обработки. При ее включении, та часть рабочих ходов, которая оказывается за пределами заготовки, заменяется ускоренными перемещениями. Параметр Недоход определяет расстояние от заготовки на котором переключать подачу.
Сопутствующие ссылки:
Рабочее задание токарных операций