Коррекция на радиус инструмента во фрезерных операциях
Использование коррекции на радиус инструмента позволяет сделать запрограммированный в управляющей программе контур детали независимым от диаметра используемого инструмента. В случае использования коррекции в управляющую программу заносится исходный контур детали, без учета размеров инструмента (R). Стойка ЧПУ автоматически во время отработки программы рассчитывает вектор коррекции (v) для каждого кадра траектории, на который нужно сдвинуть инструмент от запрограммированного контура детали.
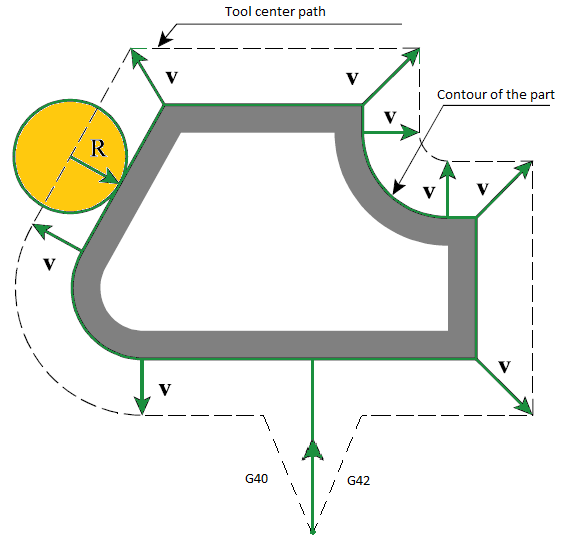
Для того, чтобы стойка ЧПУ корректно рассчитала траекторию центра инструмента, необходимо указать для всех участков траектории направление, в котором следует сдвигать инструмент. Существуют специальные команды, позволяющие задать в управляющей программе направление коррекции. Обычно это команды G41 - включение коррекции налево от запрограммированного контура и G42 - включение коррекции направо от запрограммированного контура. Для отключения коррекции используется команда G40. Величина коррекции обычно заносится в таблицу корректоров инструмента стойки ЧПУ.
Однако использование коррекции на радиус инструмента накладывает некоторые ограничения на геометрию контура, запрограммированного в УП. Если в контуре имеются плохо обусловленные элементы, например, дуги, радиус которых меньше величины коррекции, или участки, длина которых значительно меньше величины коррекции, то стойка ЧПУ не всегда сможет построить корректную траекторию центра инструмента. В результате траектория может содержать петли, что обычно приводит к зарезам. Также следует обращать особое внимание на участки траектории, где коррекция включается и выключается. В этих местах перемещение инструмента может значительно отличаться от запрограммированного, т.к. в одной части хода коррекция выключена, а в другой - включена. Чтобы избежать зарезов в этих местах обычно добавляют специальные отрезки - ходы включения и выключения коррекции.
CAM-система может генерировать траекторию с учетом коррекции. На странице "Подход-отход" находится панель, где можно включить использование коррекции, а также выбрать типы ходов включения-выключения коррекции.
Существует 5 различных типов или способов учета коррекции на радиус инструмента:
<Компьютер>. В данном случае CAM-система сама рассчитывает траекторию с учетом размеров выбранного инструмента. В управляющую программу попадает траектория на центр инструмента, а команды включения и выключения коррекции не выводятся, что не позволяет оператору станка влиять на коррекцию в момент отработки УП. Однако CAM-система при расчете траектории центра инструмента может корректно обрабатывать плохо обусловленные случаи и удалять петли. Это в значительной степени гарантирует правильность траектории и отсутствие зарезов. Данный тип устанавливается по умолчанию.
<Стойка ЧПУ>. В этом случае расчет траектории производится без учета радиуса инструмента. В управляющую программу выводится контур детали, а также команды включения и выключения коррекции соответствующего знака. Это позволяет оператору станка корректировать траекторию перемещения инструмента с учетом радиуса инструмента, реально используемого в момент обработки. В режиме моделирования для эмуляции поведения стойки ЧПУ используется величина коррекции равная радиусу инструмента.
<Износ>. Расчет производится с учетом размеров инструмента, как и при использовании опции <Компьютер>, но в управляющей программе дополнительно появляются команды включения и выключения коррекции со знаком, противоположным тому, который принят за обычный (т.е. коррекция направлена в сторону детали). Это позволяет оператору компенсировать износ инструмента. указывая величину коррекции на стойке как разницу между заданным размером инструмента и размером переточенного инструмента. В режиме моделирования при эмуляции поведения стойки ЧПУ используется величина коррекции равная нулю.
<Обратный износ>. Аналогично типу <Износ>, но знак коррекции противоположный (направлен от детали).
Опции моделирования коррекции
CAM-система позволяет рассчитывать, отрисовывать и моделировать траекторию перемещения инструмента с учетом коррекции на радиус. Если в параметрах операции опции, регулирующие вывод команд коррекции на радиус, настроены, то в управляющую программу будут выводиться команды включения и выключения коррекции (обычно им соответствуют коды <G41>, <G42>, <G40>) с номерами корректоров, а в регистры, отвечающие за величину коррекции, могут заноситься значения коррекции на радиус. При этом в графическом окне и в системе моделирования траектория будет представляться уже с учетом коррекции, которая будет произведена стойкой ЧПУ в момент обработки управляющей программы.
Между тем разные системы ЧПУ (либо одни и те же системы ЧПУ в зависимости от внутренних настроек) могут обрабатывать коррекцию на радиус различными способами. В системе SprutCAM имеется ряд опций, позволяющих настроить внутренние методы отработки коррекции и приблизить их к методам, реализованным в каждой конкретной стойке ЧПУ. Данные опции настраиваются в окне параметров станка, которое можно открыть из режима <Технология>, выделив корневой элемент дерева (станок) и нажав кнопку  . В инспекторе свойств станка в разделе <Стойка ЧПУ> имеется группа <Параметры коррекции на радиус>.
. В инспекторе свойств станка в разделе <Стойка ЧПУ> имеется группа <Параметры коррекции на радиус>.
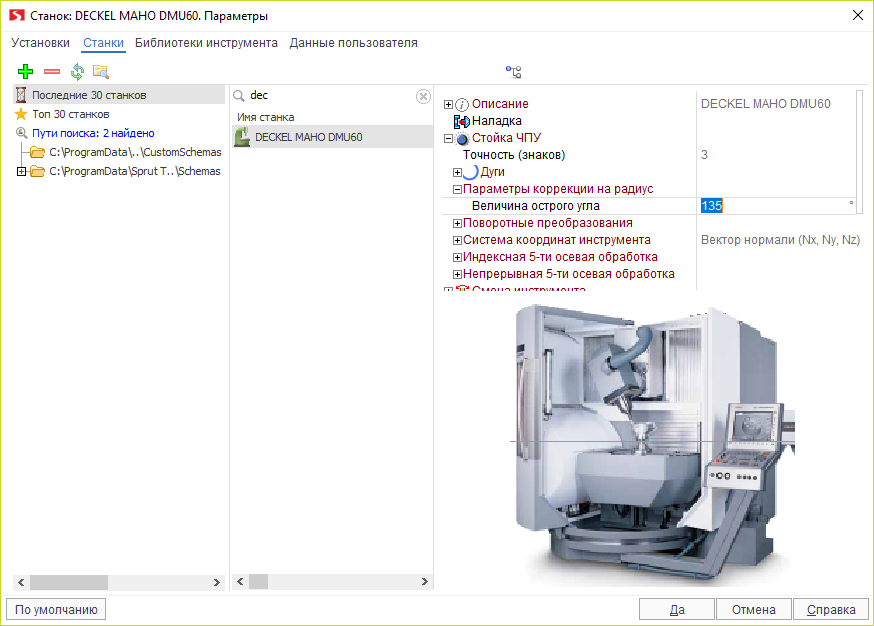
В данной группе имеются следующие настройка:
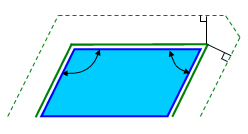
<Величина острого угла> – влияет на способ построения обката углов. Если угол между соседними элементами оказывается меньше данного параметра, то элементы продолжаются до пересечения друг с другом. Если же угол оказывается больше заданного, то элементы продолжаются на величину коррекции и между ними достраивается дополнительный отрезок. На рисунке ниже приведен пример, где левый угол больше величины острого угла, а правый – меньше:
Сопутствующие ссылки: