Подходы-отходы
Подходы и отходы представляют собой участки траектории, добавляемые в начале и в конце каждого рабочего контура соответственно. Целью добавления подходов-отходов является обеспечение корректной геометрии детали в местах начала и окончания контура. В этих местах обычно производятся переключения определенных режимов интерполяции (режимов коррекции, конусности, многоосевой интерполяции и т.п.), для вступления в силу которых требуются один-два дополнительных кадра траектории.
Подход к начальной точке контура осуществляется в следующем порядке:
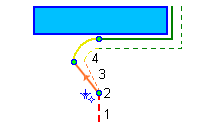
Подвод на ускоренной подаче к точке заправки проволоки.
Заправка проволоки, установка необходимых режимов резания и включение требуемых режимов коррекции и интерполяции.
Выполнение первого прямолинейного перемещения подхода из точки заправки проволоки. На данном участке хода вступают в силу только что включенные режимы коррекции и интерполяции.
Выполнение оставшейся части подхода к точке начала рабочего контура согласно выбранному способу (только если установлен сложный способ подхода, состоящий из более чем одного элемента, например, подход "по прямой и дуге").
Отход из конечной точки контура осуществляется в обратном порядке:
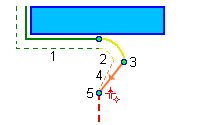
Проволока достигает конечной точки рабочего контура.
В случае, если установлен сложный способ отхода, состоящий из более чем одного элемента (например, отход "по прямой и дуге" или "по двум прямым и дуге"), то выполняется часть отхода без последнего прямолинейного перемещения в точку обрезки проволоки.
Производится выключение режимов коррекции и интерполяции.
Выполняется прямолинейное перемещение в точку обрезки проволоки, на котором новые режимы коррекции и интерполяции вступают в силу.
Осуществляется обрезка проволоки.
Настройка способов подхода-отхода, а также включение дополнительных опций, влияющих на участки начала и конца обработки контура, осуществляется в графическом окне.
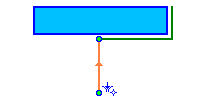
Указатели подхода-отхода доступны для каждого элемента рабочего задания и становятся доступными после расчёта операции. После изменения параметров подходов-отходов необходимо пересчитать операцию. Подход имеет зелёный цвет, отход желтый.
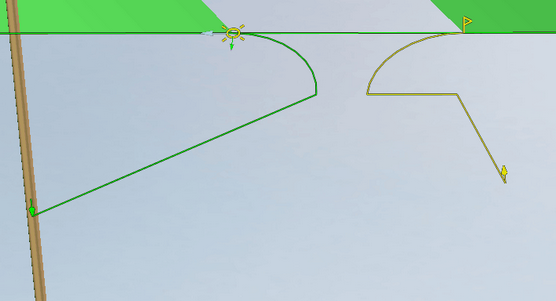
Указатели подхода-отхода интерактивны, их можно перемещать в графическом окне и задавать точные размеры. Размеры можно задавать как относительно других элементов, так и относительно начала системы координат.
Есть возможность выбора типа подхода-отхода в всплывающей панели:
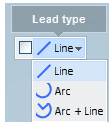
Выпадающий список <Тип подхода> определяет способ подхода из точки заправки проволоки к начальной точке рабочего контура. Он содержит следующие пункты:
<По прямой> – подход осуществляется напрямую из точки заправки проволоки в точку начала рабочего контура. Длина подхода определяется положением точки заправки проволоки.
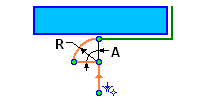
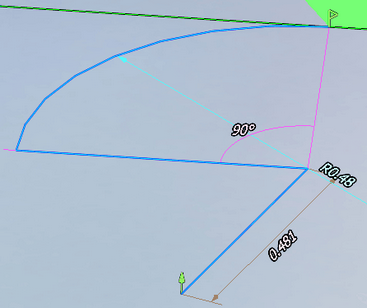
<Дуга> – подход состоит из отрезка прямой, соединяющей точку заправки проволоки и точку начала дуги, и из дуги окружности, которая гладко стыкуется с рабочим контуром в точке его начала. Величина подхода, радиус и угол дуги задаются в графическом окне.
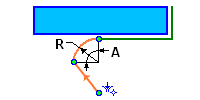
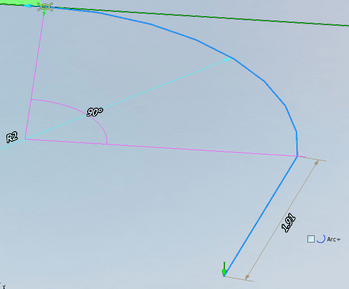
<Прямая и дуга> – подход производится сначала по прямой из точки заправки проволоки в центр дуги, затем из точки центра в точку начала дуги окружности, и, наконец, описывается дуга окружности, которая гладко стыкуется с рабочим контуром в точке его начала. Радиус и угол дуги задаются в графическом окне.
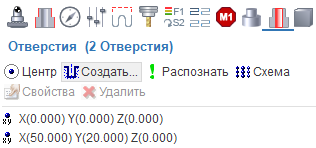
Примечание: Во время расчета операции точки, в которых производится обрезка, либо заправка проволоки, запоминаются и выводятся в специальный список отверстий, который доступен в режиме <Технология> на закладке <Отверстия>. Позже данный список отверстий может быть экспортирован из системы и использован в другом проекте, либо в другом приложении. Экспорт доступен из главного меню программы, а также из контекстного меню списка отверстий – <Экспортировать выделенное в DXF>.
Опции моделирования коррекции
Система SprutCAM позволяет рассчитывать, отрисовывать и моделировать траекторию перемещения проволоки с учетом коррекции на радиус проволоки. Если в параметрах операции опции, регулирующие вывод команд коррекции на радиус, настроены, то в управляющую программу будут выводиться команды включения и выключения коррекции (обычно им соответствуют коды <G41>, <G42>, <G40>) с номерами корректоров, а в регистры, отвечающие за величину коррекции, могут заноситься значения коррекции на радиус. При этом в графическом окне и в системе моделирования траектория будет представляться уже с учетом коррекции, которая будет произведена стойкой ЧПУ в момент обработки управляющей программы.
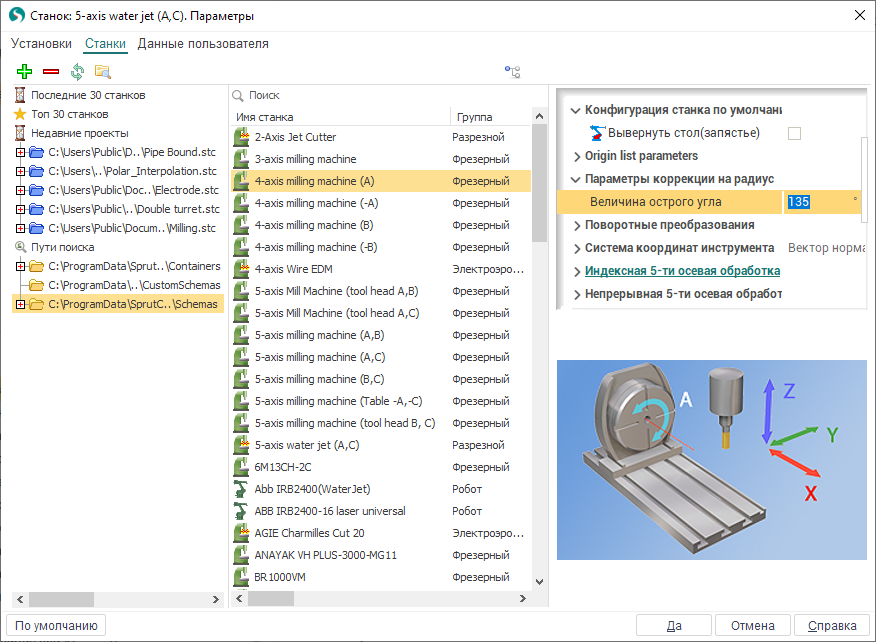
Между тем разные системы ЧПУ (либо одни и те же системы ЧПУ в зависимости от внутренних настроек) могут обрабатывать коррекцию на радиус различными способами. В системе SprutCAM имеется ряд опций, позволяющих настроить внутренние методы отработки коррекции и приблизить их к методам, реализованным в каждой конкретной стойке ЧПУ. Данные опции настраиваются в окне параметров станка, которое можно открыть из режима <Технология>, выделив корневой элемент дерева (станок) и нажав кнопку <Параметры>. В инспекторе свойств станка в разделе <Стойка ЧПУ> имеется группа <Параметры коррекции на радиус>.
В данной группе имеются следующие настройки:
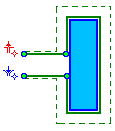
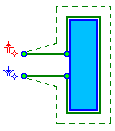
<Подход по нормали> – данное свойство регулирует поведение системы на ходах включения и выключения коррекции.
|
При включенной опции <Подход по нормали> конечная точка хода включения коррекции и начальная точка хода выключения коррекции остаются несмещенными: |
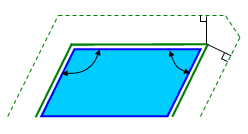
При выключенной опции <Подход по нормали> конечная точка хода включения коррекции и начальная точка хода выключения коррекции смещаются на величину коррекции: |
|
|
|
<Величина острого угла> – влияет на способ построения обката углов. Если угол между соседними элементами оказывается меньше данного параметра, то элементы продолжаются до пересечения друг с другом. Если же угол оказывается больше заданного, то элементы продолжаются на величину коррекции и между ними достраивается дополнительный отрезок. На рисунке ниже приведен пример, где левый угол больше величины острого угла, а правый – меньше:
Сопутствующие ссылки: