Цикл нарезания резьбы метчиком G84 <W5DTap>
Цикл нарезания резьбы метчиком <W5DTap(484)> (G84) предполагает подход инструмента к центру отверстия на расстоянии <Z отвода>, нарезание резьбы с последующим подъемом на рабочем ходу при обратном вращении шпинделя.
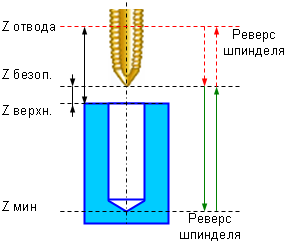
Цикл нарезания резьбы типа G84 включает в себя следующее:
Ускоренный подход инструмента к центру отверстия на уровне <Z отвода>.
Ускоренное опускание до <Z безопасной>.
Рабочий ход инструмента на расстояние <Z мин>.
Реверс шпинделя и возврат на рабочем ходу до <Z безопасной>.
Ускоренный подъем до уровня <Z отвода>.
Восстановление первоначального направления и частоты вращения шпинделя.
Если включен соответствующий параметр, то в процессе выполнения цикла метчик отводится назад для ломки/удаления стружки. Способ ломки стружки определяется параметром CLD[20].
При нарезании резьб метчиком часто используют патроны специальной конструкции, которые повышают точность обрабатываемых отверстий – плавающие патроны. Их применяют, когда необходимо скомпенсировать несоосность обрабатываемого отверстия и инструмента. Стойки ЧПУ могут иметь разные циклы для нарезания резьб с использованием различных типов патронов. Поэтому выбор типа патрона вынесен в соответствующий параметр, который может принимать два значения: плавающий и фиксированный.
Параметры:
|
Описание |
||
|
CLD[1] |
CLD.SubCmd |
Модификатор команды: ON(71) – включение стандартного цикла, CALL(52) – вызов стандартного цикла, OFF(72) – отмена стандартного цикла. |
|
CLD[2] |
CLD.SubType |
Идентификатор конкретного типа цикла: W5DTap(484) |
|
CLD[3] |
CLD.CLParams(1) |
Nx, координата X вектора нормали инструмента |
|
CLD[4] |
CLD.CLParams(2) |
Ny, координата Y вектора нормали инструмента |
|
CLD[5] |
CLD.CLParams(3) |
Nz, координата Z вектора нормали инструмента |
|
CLD[6] |
CLD.CLParams(4) |
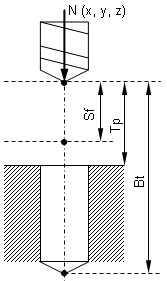
Sf, Расстояние по нормали от текущего положения инструмента до уровня безопасной плоскости |
|
CLD[7] |
CLD.CLParams(5) |
Tp, Расстояние по нормали от текущего положения инструмента до верхнего уровня отверстия |
|
CLD[8] |
CLD.CLParams(6) |
Bt, Расстояние по нормали от текущего положения инструмента до нижнего уровня отверстия |
|
CLD[9] |
CLD.CLParams(7) |
Единицы измерения рабочей подачи: 0 – мм/об 1 –мм/мин |
|
CLD[10] |
CLD.CLParams(8) |
Величина рабочей подачи |
|
CLD[11] |
CLD.CLParams(9) |
Единицы измерения подачи подвода: 0 – мм/об 1 – мм/мин |
|
CLD[12] |
CLD.CLParams(10) |
Величина подачи подвода |
|
CLD[13] |
CLD.CLParams(11) |
Единицы измерения подачи отвода: 0 – мм/об 1 – мм/мин |
|
CLD[14] |
CLD.CLParams(12) |
Величина подачи отвода |
|
CLD[15] |
CLD.CLParams(13) |
Величина задержки на нижнем уровне отверстия в секундах |
|
CLD[16] |
CLD.CLParams(14) |
Величина задержки на верхнем уровне отверстия в секундах |
|
CLD[17] |
CLD.CLParams(15) |
Шаг резьбы |
|
CLD[18] |
CLD.CLParams(16) |
Начальное угловое положение шпинделя в градусах (для многозаходных резьб) |
|
CLD[19] |
CLD.CLParams(17) |
Тип патрона метчика: 0 – плавающий (компенсирующий), 1 – фиксированный (некомпенсирующий) |
|
CLD[20] |
CLD.CLParams(18) |
Способ ломки стружки: 0 – цикл без ломки стружки 1 – цикл с удалением стружки 2 – цикл с ломкой стружки |
|
CLD[21] |
CLD.CLParams(19) |
St, значение шага для ломки стружки |
|
CLD[22] |
CLD.CLParams(20) |
Dg, величина уменьшения шага для ломки стружки на каждой итерации |
|
CLD[23] |
CLD.CLParams(21) |
Dc, недоход до места начала резания на каждом шаге |
|
CLD[24] |
CLD.CLParams(22) |
Ld, значение отхода на каждом шаге для прерывания процесса резания |
|
CLD[50] |
CLD.CLParams(48) |
Какой шпиндель приводится в движение: 1 - приводной инструмент, 2 - шпиндель заготовки (токарный). |
Сопутствующие ссылки: