Цикл чистового точения G70, G73 <LATHEFINISH>
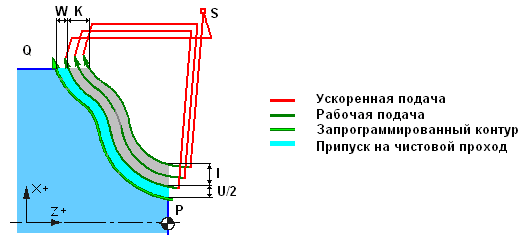
Стандартный цикл <LATHEFINISH> (G73) используется для черновой обработки предварительно сформованных (например, литых) заготовок. В данном стандартном цикле предполагается, что материал снят или отсутствует на каком-то известном расстоянии от программной траектории инструмента, блок PQ.
Действуют только F, S и T, заданные до кадра с G73 или в самом этом кадре. Все коды подачи (F), скорости шпинделя (S) или смены инструмента (T) в строках от P до Q игнорируются.
Смещение первого чернового резания определяется, как (U/2 + I) для оси X и как (W + K) для оси Z. Каждый последовательный черновой проход перемещается приращениями ближе к последнему черновому проходу на (I/(D-1)) по оси X, и на (K/(D-1)) по оси Z. Последнее черновое резание всегда оставляет материал на допуск, указанный U/2 для оси X и W для оси Z.
Стандартный цикл <LATHEFINISH> также можно использовать для генерации цикла чистового точения вдоль контура G70. Он может быть вызван, если в параметрах все припуски равны нулю, а количество проходов равно единице.
Циклы точения предполагают наличие программного контура детали PQ. В постпроцессор программный контур передается посредством NC-подпрограммы. Номер NC-подпрограммы передается через параметр <CLD[3]>.
Параметры:
|
Описание |
||
|
CLD[1] |
CLD.SubCmd |
Модификатор команды: ON(71) — включение стандартного цикла, CALL(52) — вызов стандартного цикла, OFF(72) — отмена стандартного цикла. |
|
CLD[2] |
CLD.SubType |
Идентификатор конкретного типа цикла: LATHEFINISH(400) |
|
CLD[3] |
CLD.CLParams(1) |
Номер NC-подпрограммы, содержащей обрабатываемый контур PQ. |
|
CLD[4] |
CLD.CLParams(2) |
Количество проходов (D). Если обработка производится за один проход D=1, имеет место цикл G70. Если D>1, то имеет место цикл G73. |
|
CLD[5] |
CLD.CLParams(3) |
Знаковая толщина снимаемого слоя по оси Z (K). Для цикла G70 равна нулю. |
|
CLD[6] |
CLD.CLParams(4) |
Знаковая толщина снимаемого слоя по оси X (I). Для цикла G70 равна нулю. |
|
CLD[7] |
CLD.CLParams(5) |
Знаковый припуск по оси Z (W). Для цикла G70 равен нулю. |
|
CLD[8] |
CLD.CLParams(6) |
Знаковый припуск по оси X (U/2). Для цикла G70 равен нулю. |
|
CLD[11] |
CLD.CLParams(9) |
Тип обработки: 1 - наружная, 2 - внутренняя |
|
CLD[12] |
CLD.CLParams(10) |
Наличие чистового прохода (G70): 0 - без чистового прохода, 1 - с чистовым проходом. |
|
CLD[13] |
CLD.CLParams(11) |
Эквидистантный припуск для контура. |
Приставка "знаковая" для величины означает, что если величина больше нуля, то она откладывается в положительном направлении соответствующей оси, а если меньше нуля – в отрицательном направлении оси.
Сопутствующие ссылки:
Описание технологических команд