Цикл сверления типа G84 <CYCLE TAP(168)>
Цикл нарезание резьбы метчиком типа G84 производит подход инструмента на безопасное расстояние, нарезание резьбы с последующим подъемом на рабочем ходу при обратном вращении шпинделя.
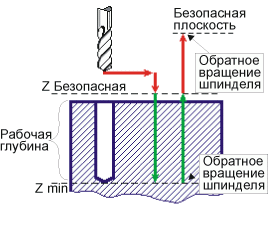
Цикл включает в себя:
Ускоренный подвод инструмента до <Z Безопасной>.
Рабочий ход инструмента на расстояние <Z min>.
<Реверс шпинделя> и возврат на рабочем ходу до <Безопасной плоскости>.
Восстановление первоначального направления и частоты вращения шпинделя.
Команда:
CYCLE TAP(168), A a, MMPM(315), N nm, F f, P p, T t, S s, PS ps, SC sc,
FR fr
или
CYCLE TAP(168), A a, MMPR(316), M nm, F f, P p, T t, S s, PS ps, SC sc,
FR fr
Параметры:
|
Параметр |
Описание |
||
|
TAP(168) |
CLD[1] |
CLD.Type |
Тип цикла 168 (TAP) |
|
a |
CLD[2] |
CLD.A |
Глубина отверстия в текущих единицах измерения (мм или дюймах) |
|
MMPM(315), MMPR(316) |
CLD[3] |
CLD.MMPM |
Единицы измерения подачи: 315 (MMPM) – мм/мин (дюйм/мин), 316 (MMPR) – мм/об (дюйм/об). |
|
nm |
CLD[4] |
CLD.NM |
Величина подачи |
|
f |
CLD[5] |
CLD.F |
Безопасный уровень |
|
L |
CLD[6] |
CLD.L |
Глубина захода Zl |
|
i |
CLD[7] |
CLD.I |
Величина отхода Zi |
|
p |
CLD[8] |
CLD.P |
Уровень обратного хода |
|
DWELL(279) |
CLD[9] |
CLD.DWell |
Ключевое слово для времени выстоя |
|
h |
CLD[10] |
CLD.H |
Выстой инструмента в сек. |
|
t |
CLD[11] |
CLD.Top |
Верхний уровень отверстия |
|
s |
CLD[12] |
CLD.Step |
Шаг резьбы |
|
ps |
CLD[13] |
CLD.Pos |
Начальное угловое положение шпинделя |
|
sc |
CLD[14] |
CLD.Socket |
Тип патрона: 0 – плавающий, 1 – фиксированный |
|
fr |
CLD[15] |
CLD.FR |
Подача возврата |
Сопутствующие ссылки: